Understanding how tobacco filling works in cigarettes starts with one key fact — it does not happen in a separate filling machine. It happens in the garniture section of the cigarette making machine itself — the mechanical core where loose cut tobacco filler is compressed, wrapped in paper, sealed, and cut into individual cigarette rods at speeds up to 12,000 per minute. Every aspect of the finished cigarette — its draw resistance, weight, firmness, and structural integrity — is determined by what happens in this section. This guide explains exactly how tobacco filling works in cigarettes, what each garniture component does, and what causes filling quality to fail.
What Is the Garniture Section?
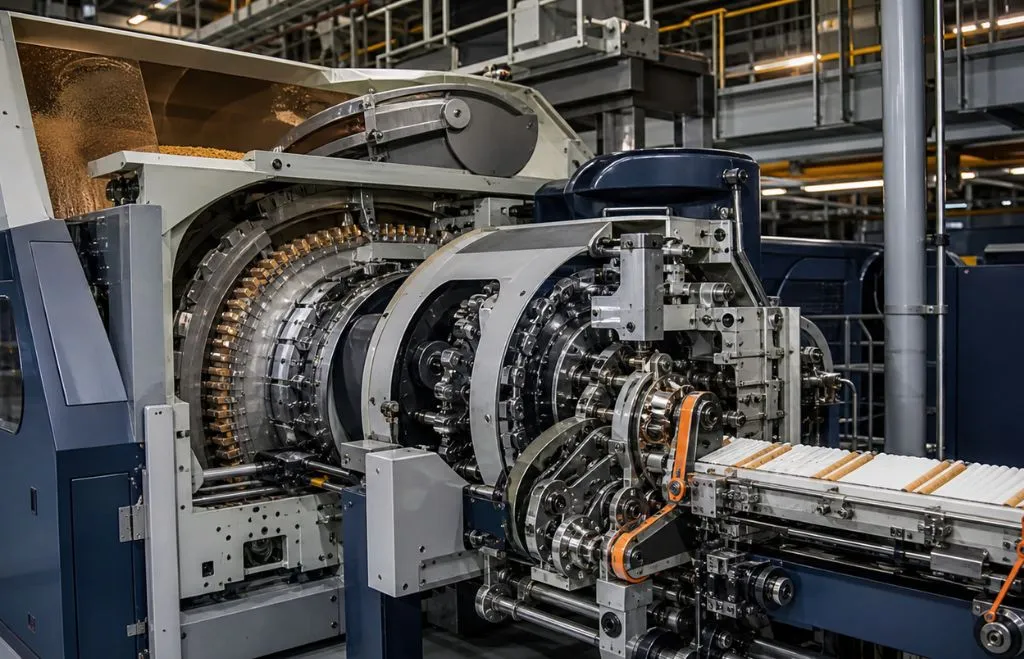
The garniture section is the rod-forming section of a cigarette making machine. It sits between the tobacco feeder — which delivers cut filler continuously — and the filter tip assembler — which attaches the filter to the finished rod. The garniture section receives loose cut tobacco filler and converts it into a continuous sealed cigarette rod. On Körber Protos platforms the garniture section is part of the S7000 or S8000 maker unit. On Molins Mark platforms it is the central section of the MK8D or MK9 maker. For a complete overview of how the garniture section connects to the full production line, see our guide to Cigarette Production Line Equipment.
How Tobacco Filling Works in Cigarettes: 7 Stages
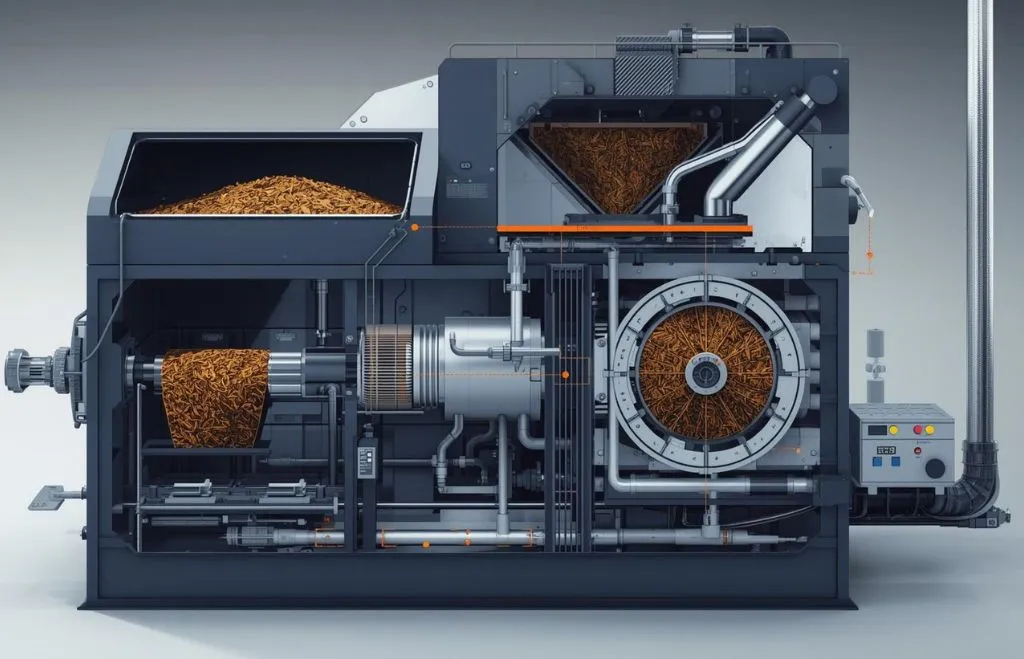
Stage 1 — Tobacco delivered from feeder: Cut tobacco filler arrives at the garniture section continuously from the tobacco feeder hopper at a controlled feed rate matched to production speed. At 7,000 cpm approximately 117 individual cigarette rods worth of tobacco enters the garniture every second. Any surge or shortage in feed flow produces an immediate weight deviation in the rod being formed.
Stage 2 — Tongue distribution: Before the tobacco reaches the garniture tape it passes under the tongue — a fixed wedge-shaped guide that spreads the incoming tobacco stream evenly across the full width of the forming section. The tongue controls how tobacco is distributed left-to-right across the rod cross-section. Tongue misalignment — even slight — produces uneven tobacco distribution across the rod, creating sections of different density that show up as draw resistance variation in the finished cigarette.
Stage 3 — Suction band hold: The suction band holds the distributed tobacco against the cigarette paper surface as both enter the forming section together. This initial hold prevents tobacco from falling away from the paper before garniture tape compression begins. Worn suction band surfaces or low suction pressure allow tobacco to fall — producing rod break-outs where the tobacco separates from the paper before the seam can be sealed.
Stage 4 — Garniture tape compression: This is the core of the tobacco filling process. The garniture tape — a continuous loop running the length of the forming section — wraps around both tobacco and paper simultaneously from both sides, progressively compressing the tobacco into the cylindrical rod shape. The pressure applied by the garniture tape determines rod circumference, density, and firmness. These three parameters directly determine draw resistance, cigarette weight, and structural integrity.
Stage 5 — Cigarette paper wrapping: Cigarette paper is fed from a reel at the same linear speed as the garniture tape, positioned beneath the tobacco so the tape wraps paper around tobacco as both move through the forming section together. Paper tension must be consistent — any variation causes circumference fluctuation or paper wrinkling that creates seam seal defects.
Stage 6 — Seam sealing: As the wrapped rod exits the garniture forming section, hot melt adhesive is applied to the paper seam by the seam glue system. The adhesive bonds the paper closed around the tobacco rod, creating a structurally sealed cylinder. A failed or partial seam seal causes rod break-outs at the cutter — the rod opens under cutting stress and spills tobacco.
Stage 7 — Cutting to cigarette length: The sealed continuous rod is cut into individual cigarette lengths by precision blades on the cutting drum. The cutting drum rotates at a speed synchronized to rod travel speed — ensuring every cut produces a rod of exactly the specified length. Worn blades produce ragged cut ends that contaminate the tipping drum surface at the filter assembler and create filter attachment alignment problems.
What the Garniture Tape Controls — and Why It Matters
The garniture tape is the most important component in the tobacco filling process — and the one that wears fastest. It controls three cigarette quality parameters simultaneously:
Circumference: The tape defines the external diameter of the rod. A worn tape applies inconsistent compression — some sections wider, some narrower — producing circumference variation that causes filter attachment rejects at the tipping drum.
Density: The pressure the tape applies determines how tightly tobacco is packed. Too much pressure produces excessive draw resistance. Too little produces a loose, structurally weak rod. Garniture tape wear produces variable density — causing inconsistent draw resistance across production.
Surface quality: The tape surface contacts the cigarette paper continuously. A worn or contaminated tape surface leaves marks on the paper — visible defects in the finished cigarette that cause rejection at quality inspection.
Garniture tapes should be replaced at the manufacturer’s specified interval regardless of visual appearance. A tape that looks intact can still be producing quality defects — garniture tape wear is not always visible on the surface.
How Weight Control Connects to Tobacco Filling
On machines equipped with microwave weight control — standard on the Protos 80 ER, optional on Mark 9 and MK8D — a sensor monitors the density and weight of every cigarette rod as it exits the garniture section. When weight deviates from the setpoint the sensor sends a correction signal to the tobacco feeder, which adjusts the feed rate to bring weight back to specification. This closed-loop correction operates on every single rod — not a periodic sample. The practical result is that weight drift is corrected within seconds of appearing rather than after many out-of-specification cigarettes have been produced. For a complete guide to how microwave weight control works and how to maintain it, see our guide to Why Tobacco Feeder Accuracy Matters and How to Optimize It.
Common Tobacco Filling Quality Problems
The table below covers the eight most common tobacco filling quality problems, their root cause in the garniture section, and the correct fix.
| Filling Quality Problem | Root Cause | Fix |
| Underweight cigarettes — consistent | Feed rate too low — feeder setpoint below spec | Increase feeder setpoint — recalibrate at shift start |
| Overweight cigarettes — consistent | Feed rate too high — feeder setpoint above spec | Reduce feeder setpoint — check hopper fill level |
| Weight variation — inconsistent | Garniture tape worn or hopper level unstable | Replace garniture tape — stabilize hopper level control |
| Rod break-outs during filling | Suction band worn — tobacco falls from paper before sealing | Replace suction band — check suction pressure |
| High draw resistance | Garniture tape tension too high — over-compression | Check tape tension — reduce if above manufacturer spec |
| Low draw resistance — loose rod | Garniture tape worn — insufficient compression | Replace garniture tape |
| Uneven density across rod | Tongue misaligned — uneven tobacco distribution | Realign tongue — check cut filler particle size uniformity |
| Open paper seam | Seam glue nozzle blocked or temperature too low | Clean nozzle — verify adhesive temperature setpoint |
How Tobacco Filling Quality Affects the Rest of the Line
Draw resistance: Draw resistance is set in the garniture section — by garniture tape compression and tobacco density. Consistent compression produces consistent draw resistance. Variable compression from a worn tape produces variable draw resistance that cannot be corrected downstream.
Pack filling consistency: Variable cigarette weight from the garniture section causes variable pack weight on the packing line. Packs that are under or over the weight specification are rejected by the packing machine quality control system. High rejection rates at the packing machine that trace back to weight variation originate in the garniture section — not the packing machine.
Filter attachment: Ragged cut ends from worn garniture section cutting blades cause filter attachment problems at the tipping drum — tobacco fragments contaminate the drum surface, and the uneven rod end does not seat cleanly against the filter rod. These appear as tipper rejects that are actually caused by the garniture section upstream.
Garniture Section Maintenance Essentials
- Garniture tape: Replace at manufacturer’s specified interval — do not wait for visible wear. Check tension at every weekly maintenance interval
- Tongue: Check alignment at every scheduled maintenance interval — even small misalignment produces draw resistance variation
- Suction band: Inspect surface condition and check suction pressure at every maintenance interval — replace at first sign of surface wear
- Seam glue system: Clean nozzles weekly — verify adhesive temperature and application rate at each monthly maintenance
- Cutting blades: Replace at manufacturer’s specified interval — inspect weekly for wear. Verify cutting drum synchronization after each blade replacement
Frequently Asked Questions
How does tobacco filling work in cigarettes?
Tobacco filling in cigarettes works through the garniture section of the cigarette making machine — a 7-stage process where cut tobacco filler is delivered by the feeder, distributed evenly by the tongue, held against paper by the suction band, compressed into rod shape by the garniture tape, wrapped in cigarette paper, sealed with hot melt adhesive, and cut into individual cigarette lengths. Every quality parameter of the finished cigarette originates in this process.
What is the garniture section and what does it do?
The garniture section is the rod-forming section of a cigarette making machine. It converts loose cut tobacco filler into a continuous sealed cigarette rod. The garniture tape — a continuous loop that wraps around tobacco and paper simultaneously — is its core component. It determines rod circumference, density, and surface quality. The garniture section is the highest-wear section of a cigarette making machine.
What controls cigarette draw resistance?
Cigarette draw resistance is controlled by tobacco density in the rod — which is determined by the compression applied by the garniture tape and the tobacco feed rate from the feeder. Consistent garniture tape compression produces consistent draw resistance. Worn garniture tape produces variable compression and therefore variable draw resistance that cannot be corrected downstream.
Why does garniture tape wear matter?
Garniture tape wear affects three quality parameters simultaneously: circumference — worn tape applies inconsistent compression producing diameter variation; density — inconsistent compression produces variable draw resistance; and surface quality — worn tape surfaces mark the cigarette paper. Garniture tapes should be replaced at the manufacturer’s specified interval regardless of visual appearance.
What causes rod break-outs in the garniture section?
Rod break-outs — where the tobacco separates from the paper before the seam is sealed — are most commonly caused by worn suction band surfaces that no longer hold the tobacco against the paper adequately. Seam glue system faults — blocked nozzles or incorrect adhesive temperature — can also cause break-outs by failing to seal the paper seam before the rod reaches the cutter.
Conclusion
How tobacco filling works in cigarettes is a direct function of what happens in the garniture section — the compression applied by the garniture tape, the distribution set by the tongue, the hold provided by the suction band, and the seal applied by the glue system all determine the quality of every cigarette the machine produces. Production engineers who understand each component’s role and maintain them on the correct schedule produce more consistent cigarettes with lower rejection rates across the full production line. For a complete guide to all the automation systems that support and monitor the tobacco filling process, see our guide to How an Automatic Cigarette Maker Works. For tobacco machinery suppliers in USA who supply garniture components and cigarette making machines, see our dedicated suppliers page.