Understanding how a tobacco feeder system works starts with what it does between primary processing and the cigarette making machine — it receives cut tobacco filler, opens and separates the particles into a uniform stream, and delivers it continuously to the garniture section at a feed rate precisely matched to the maker’s production speed. The tobacco feeder is one of the least discussed yet most operationally critical components in a cigarette production line — when it malfunctions, underperforms, or is mismatched to the maker it supplies, the consequences appear immediately in cigarette weight variation, rod density inconsistency, and increased quality rejection rates. This guide provides a complete technical overview of industrial tobacco feeder systems — from the basic hopper mechanism to the advanced zigzag feeder architecture of current-generation high-speed makers — along with a machine compatibility reference for the most widely deployed platforms.
What Is a Tobacco Feeder System?
A tobacco feeder system is the mechanism that receives cut tobacco from the primary processing section — where leaf tobacco has been cut, dried, cased, and blended — and delivers it continuously and uniformly to the cigarette making machine’s rod-forming section.
The tobacco feeder performs three essential functions simultaneously:
Metering: Controlling the volume and rate of tobacco delivered to the maker to match its consumption rate at operating speed. Under-delivery produces underweight cigarettes; over-delivery creates blockages and excessive recirculation that degrades the blend.
Opening and separation: Tobacco arriving from primary processing is typically compressed or partially clumped. The feeder opens and separates particles to produce the thin, uniform stream of individual cut filler that the maker’s suction band can collect evenly across its full width.
Gentle handling: The feeder must accomplish metering and opening while minimizing physical damage to tobacco particles — preserving cut length, moisture content, and blend uniformity. Aggressive mechanical handling degrades the cut filler and produces less consistent rod.
The Five Stages of a Tobacco Feeder System
Industrial tobacco feeder systems operate through a consistent sequence of stages. Understanding each stage clarifies where problems originate and what to look for during troubleshooting.
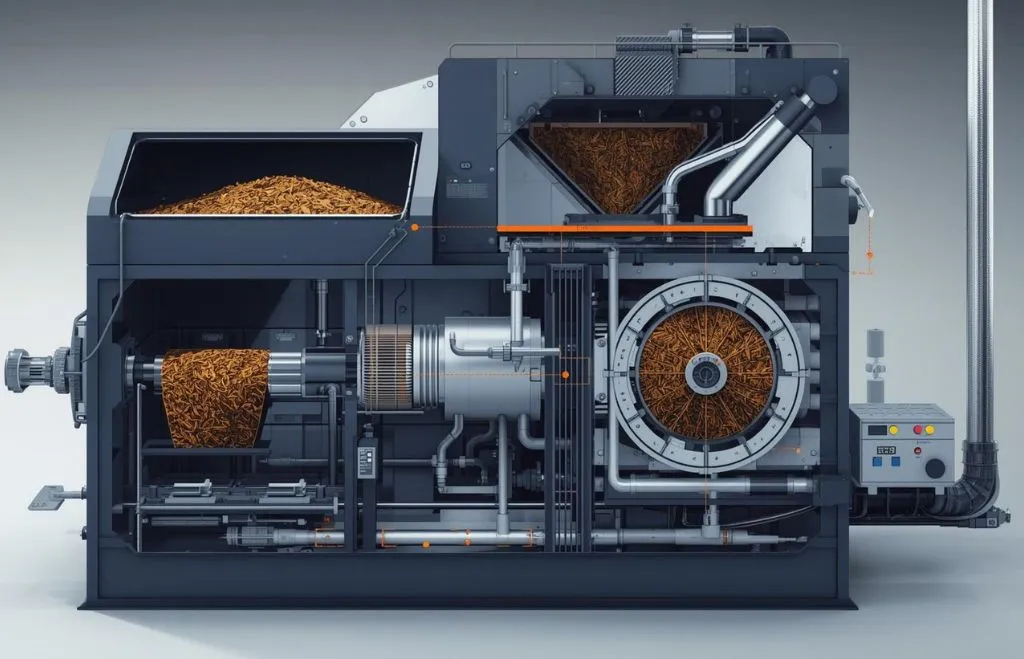
Stage 1: Tobacco Storage and Initial Feed (The Hopper)
Cut tobacco from the primary section arrives at the feeder’s storage zone — the hopper or receiving area. Tobacco is transported pneumatically from primary processing blending silos to the hopper at each cigarette maker via a central sending system. The hopper maintains a reserve sufficient to buffer against short interruptions in the primary supply without stopping the maker. Hopper level is monitored continuously by photosensors or weight sensors and used to regulate the upstream supply rate.
Stage 2: Premetering
From the hopper, tobacco enters the premetering section. On platforms such as the Molins Mark 8 and Mark 9, a lifting conveyor draws tobacco upward from the hopper base while a metering device (refiner) associated with the conveyor controls the delivery rate. The tobacco is then directed downward via a chute onto a carding drum. Premetering accuracy is critical — it sets the range within which downstream metering can operate effectively.
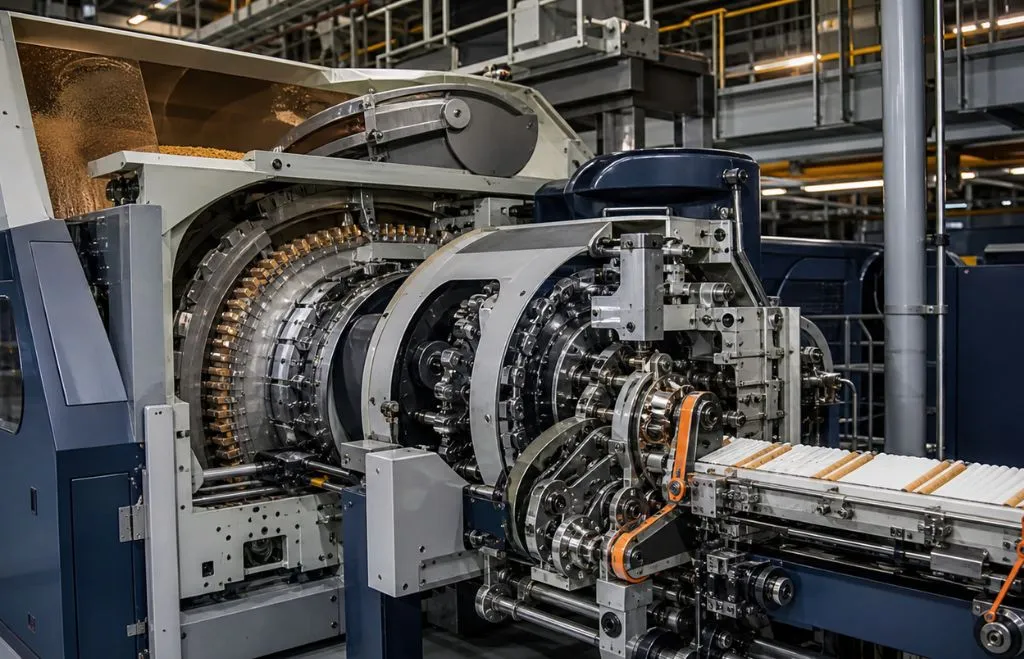
Stage 3: Metering and Opening (The Carding Drum)
The carding drum is the central opening and metering element in most industrial tobacco feeder cigarette machine designs. The drum’s surface — fitted with fine wire teeth or pins — picks tobacco, opens clumped particles into individual strands, and presents them to the transport conveyor. On Hauni Protos machines, the conventional hopper and lifting conveyor arrangement is replaced by a direct-feed design where tobacco is fed directly onto the external surface of the carding drum. This redesign eliminates tobacco recirculation — a significant quality improvement, since recirculation subjects particles to repeated mechanical treatment, degrading cut quality and affecting burn characteristics.
Stage 4: Air-Conveying to the Suction Band
From the carding drum, opened tobacco particles are entrained in an air stream and pneumatically conveyed toward the suction band. Two fans are typically utilized: one creates a vacuum at the suction band, and a second fan (the ‘supercharger’) increases tobacco-conveying air flow to ensure consistent delivery across the full band width. The suction band is air-permeable, and the vacuum applied through it draws tobacco particles from the conveying air stream, collecting them as a continuous layer whose thickness and uniformity directly determines rod density and cigarette weight consistency.
Stage 5: Rod Formation
The tobacco layer collected on the suction band is conveyed into the rod-forming section, where garniture tapes shape it into a continuous cylindrical rod. Cigarette paper is wrapped around the rod, the seam is glued, and precision knives cut the endless rod into individual cigarette lengths. The feeder’s performance is visible here — consistent rod weight, diameter, and density are the direct output of a well-functioning feeder system. For a full picture of how this connects to the rest of the line, see our Cigarette Production Line Equipment guide.
Types of Tobacco Feeder Systems
Industrial cigarette makers use several distinct feeder architectures, each suited to different machine generations, speeds, and production requirements.
Integrated Hopper Feeder (Conventional)
The traditional feeder design, found on legacy platforms including the Molins Mark 8 and earlier Mark 9 configurations. The hopper, lifting conveyor, metering device, carding drum, and suction band are integrated into the cigarette maker as a single mechanical system. Mechanically straightforward and well-understood globally. Its limitation is tobacco recirculation — excess tobacco is returned to the hopper and subjected to another cycle of mechanical treatment, gradually degrading cut filler quality.
Compatible platforms: Molins Mark 8, Mark 8D, Mark 9N, Mark 9 with Max S, early Hauni Protos configurations.
External High-Speed Feeder (Standalone — Hauni KAM 1)
For high-speed makers operating above 7,000 cpm, the tobacco consumption rate exceeds what an integrated conventional hopper can reliably supply. Standalone external feeder units connect to the maker’s hopper input and manage tobacco delivery independently.
The Hauni KAM 1 is the leading example — specifically developed for makers with output up to 20,000 cpm. A single KAM 1 unit can supply two makers independently. Key features:
- Integrated metering tube that acts as a buffer reservoir
- Conveyor belt and rakes that transfer tobacco to a specially designed suction nozzle
- Dust-sealed housing — prevents tobacco dust emission into the production environment
- Gentle low-speed conveying — avoids de-blending of cut filler at very high throughput rates
- Photosensor monitoring of suction nozzle — flags supply irregularities before they reach the maker
Compatible platforms: Hauni Protos 70, Protos 80 ER, and high-speed makers requiring external tobacco supply above conventional hopper capacity. See full Protos specs in our Körber (Hauni) Protos Cigarette Maker guide.
Zigzag Feeder (Current Generation — Protos M5 Exclusive)
The Protos M5 generation introduced a new zigzag feeder architecture that moves tobacco through a series of directional changes, progressively opening and distributing cut filler into a more uniform stream before it reaches the suction band. The zigzag feeder works together with the M5’s 370+ sensor system to achieve waste rates below one percent and cigarette weight consistency that previous-generation feeders cannot match at equivalent speeds.
Compatible platforms: Hauni Protos M5 and M5e exclusively.
Pneumatic Central Feed System
In large factories with multiple cigarette makers, a central pneumatic feed system transports cut tobacco from primary processing blending silos to individual sender units at each maker. A central fan generates vacuum in a distribution ducting network. At each maker, an airlock isolates the subatmospheric pressure of the sender system from the ambient pressure at the maker’s hopper, and a central filter separates tobacco dust from the conveying air. This system allows continuous or near-continuous tobacco delivery to each maker, producing more stable hopper levels and more consistent cigarette weight output across an entire production shift.
Compatible platforms: All major industrial makers — the central feed system is upstream of and compatible with all hopper or external feeder types.
Machine Compatibility Reference
The following reference covers tobacco feeder cigarette machine configurations for the most widely deployed cigarette making platforms in the USA market. For full machine specifications and selection guidance, see our Cigarette Making Machines: The Complete Buyer’s Guide.
| Cigarette Maker | Feeder Type | Key Feature | Notes |
| Molins Mark 8 (all variants) | Integrated hopper (conventional) | Lifting conveyor + carding drum | Manual or pneumatic hopper fill; tobacco recirculation present |
| Molins Mark 9N / Mark 9 with Max S | Integrated hopper (conventional) | Improved metering vs Mark 8 | Compatible with pneumatic central feed delivery |
| Molins Mark 9.5 (Lenze Servo) | Integrated hopper (improved) | Electronic metering controls | PLC-integrated level monitoring |
| Molins Alto | Integrated hopper (wide) | Wide hopper — reduces handling speed | Reduces tobacco degradation vs standard hopper |
| Hauni Protos 70 | Direct-feed (external input) | Eliminates conventional recirculation | KAM 1 external feeder compatible |
| Hauni Protos 80 ER | Direct-feed + KAM 1 | No internal recirculation; KAM 1 standard at high speed | KAM 1 serves up to 2 makers independently |
| Hauni Protos M5 / M5e | Zigzag feeder (integrated) | Progressive opening stages; new generation | STR system returns tobacco shorts to rod centre |
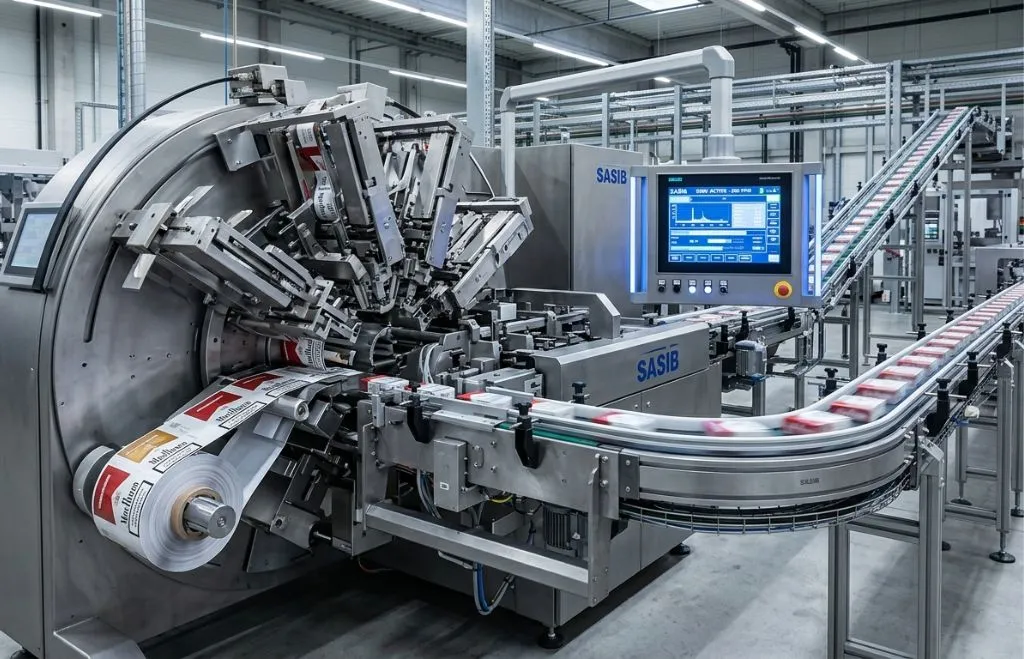
| SASIB SMK (all variants) | Traditional hopper | Compatible with standard hopper fill | Designed for all cigarette formats |
How Tobacco Feeder Performance Affects Cigarette Quality
Weight variation is the primary quality indicator of feeder performance. Industry standard specifications for cigarette weight variation are tight — typically within ±2 to 3 percent of target weight. A feeder producing inconsistent layer density on the suction band will generate weight variation that exceeds specification, requiring increased waste rejection rates or product that fails quality standards.
Tobacco blend separation (de-blending) occurs when the feeder’s conveying mechanism applies different forces to different particle sizes within the cut filler blend. Larger particles settle differently than finer particles, causing the blend composition at the suction band to differ from the blend leaving primary processing. De-blending produces cigarettes with inconsistent flavor and burn characteristics within the same production run.
Tobacco degradation results from excessive mechanical treatment of tobacco particles during the feeder process. Each additional mechanical contact — particularly recirculation cycles in conventional hopper designs — breaks particles into shorter lengths, increases dust content, and affects moisture distribution. Degraded tobacco produces a rod that is harder to form consistently and cigarettes with altered draw resistance and burn rate.
Suction band loading uniformity directly determines rod cross-section consistency. A feeder delivering more tobacco to the center of the suction band than to the edges produces a denser rod in the center — causing non-uniform burn and draw characteristics. Feeder calibration that ensures even lateral distribution across the full band width is a critical maintenance task.
For context on how feeder performance integrates with the full production line across speed tiers, see our High-Speed vs Mid-Speed Cigarette Manufacturing Machines guide.
Maintenance Requirements and Common Fault Points
Carding drum (conventional hoppers): Wire teeth or pins on the drum surface wear with use and become progressively less effective at opening tobacco particles. Worn drum surfaces increase recirculation rates and degrade opening quality. Regular inspection and scheduled drum replacement are essential on all conventional hopper platforms.
Suction nozzle (KAM 1 and pneumatic systems): The suction nozzle accumulates tobacco dust that partially blocks the aperture. Partial blockage reduces suction efficiency and creates uneven tobacco flow. The KAM 1’s integrated photosensor monitors nozzle performance and flags developing blockages before quality-visible effects appear.
Metering tube and level sensors: The metering tube buffer in the KAM 1 must be kept free of tobacco compaction. Compacted tobacco creates inconsistent flow that defeats the leveling function. Level sensors must be calibrated regularly to maintain accurate hopper level control signals.
Conveyor belt and rake system (KAM 1): Belt wear, tension loss, and rake condition require regular inspection. Belt slip or uneven rake geometry creates inconsistent tobacco transfer rates that introduce variability into the supply stream before tobacco reaches the maker’s hopper.
Pneumatic system integrity: Tobacco plug formation in feed ducts is the most common cause of unplanned maker downtime on factories using pneumatic tobacco delivery. Vacuum sensor monitoring at multiple points in the ducting network provides protection — but the ducting network must be inspected regularly for wear, seal deterioration, and deposition buildup at elbows and transitions.
Frequently Asked Questions
What is a tobacco feeder in a cigarette machine?
A tobacco feeder is the system that receives cut tobacco from primary processing and delivers it continuously and uniformly to the cigarette maker’s rod-forming section. It performs metering (controlling the volume and rate of delivery), opening (separating tobacco particles into individual strands), and gentle conveying (transporting tobacco to the suction band without blend degradation). It is the critical interface between primary tobacco processing and cigarette manufacture.
How does a tobacco feeder affect cigarette quality?
Directly and significantly. The feeder determines the consistency of tobacco delivery to the suction band, which determines rod weight, density, and cross-section uniformity. Feeder performance problems — inconsistent metering, de-blending, tobacco degradation, or uneven suction band loading — produce cigarette weight variation, inconsistent draw resistance, and altered burn characteristics. Quality variation that cannot be explained by other causes almost always traces back to a feeder performance issue.
What is the Hauni KAM 1 tobacco feeder?
The KAM 1 is a standalone high-speed tobacco feeder developed by Hauni (now Körber Technologies) for makers operating at up to 20,000 cpm. A single KAM 1 can supply two makers independently. It features an integrated metering tube buffer reservoir, a belt and rake conveying system, photosensor-monitored suction nozzle, and dust-sealed housing. Its gentle low-speed conveying design prevents de-blending during delivery. The KAM 1 is the standard external feeder for Hauni Protos 70 and 80 ER installations. For full Protos specifications, see our Körber (Hauni) Protos Cigarette Maker guide.
Is a tobacco feeder compatible with all cigarette makers?
No — feeder type must be matched to the cigarette maker platform. Conventional integrated hopper feeders are standard on Molins Mark 8 and Mark 9 series machines. The KAM 1 external feeder is designed for Hauni Protos 70 and 80 ER platforms. The zigzag feeder is exclusive to the Protos M5 generation. Mismatching a feeder type to a maker creates performance problems that cannot be resolved through calibration adjustment alone.
What causes inconsistent cigarette weight in a factory?
Inconsistent cigarette weight is most commonly caused by one of four feeder-related issues: hopper level variation (inconsistent premetering), carding drum wear (reduced opening efficiency), suction band loading non-uniformity (uneven lateral distribution), or de-blending in pneumatic conveying (particle size segregation in the feed stream). A systematic troubleshooting approach starts with continuous weight monitoring data and works back through the feeder stages to identify the specific performance failure.
How often should tobacco feeder components be maintained?
Maintenance frequency depends on feeder type, production rate, and tobacco characteristics. Carding drum condition should be inspected at each scheduled preventive maintenance interval — typically every 200 to 400 production hours. Level sensors require calibration verification at each shift start on critical high-speed lines. Pneumatic duct integrity should be inspected monthly on central feed systems. KAM 1 photosensor calibration should be verified weekly.