The tobacco rod making process is the mechanical heart of cigarette manufacturing — the sequence of steps that converts a continuous stream of cut tobacco filler into a uniform, sealed cigarette rod at speeds of up to 12,000 cigarettes per minute on modern industrial platforms. Understanding how this process works — what each component does, how they interact, and what causes quality failures — is essential for any production engineer managing a cigarette making line or any factory buyer evaluating which making machine to specify. This guide explains the tobacco rod making process step by step, covers the key components of the rod forming section, and identifies the most common rod quality problems and their mechanical causes.
What Is the Tobacco Rod Making Process?
The tobacco rod making process is the first of two major stages in cigarette making — rod formation comes before filter attachment. In this stage, prepared cut tobacco filler is delivered from the tobacco feeder system to the cigarette maker’s rod forming section, where it is compressed, shaped, wrapped in cigarette paper, sealed, and cut into individual cigarette rod lengths — all in a continuous automated sequence at the machine’s rated production speed.
The rod making process is performed by the garniture section of the cigarette making machine — the S7000 on Protos platforms or the equivalent section on Molins Mark machines. The filter attachment step that follows rod formation is performed separately by the filter tip assembler — the Max S on the Mark 9, the M8000 on Protos platforms. For a full overview of how rod making connects to filter attachment and the complete production line, see our guide to Cigarette Production Line Equipment: From Raw Tobacco to Finished Pack.
Tobacco Rod Making Process: Step by Step
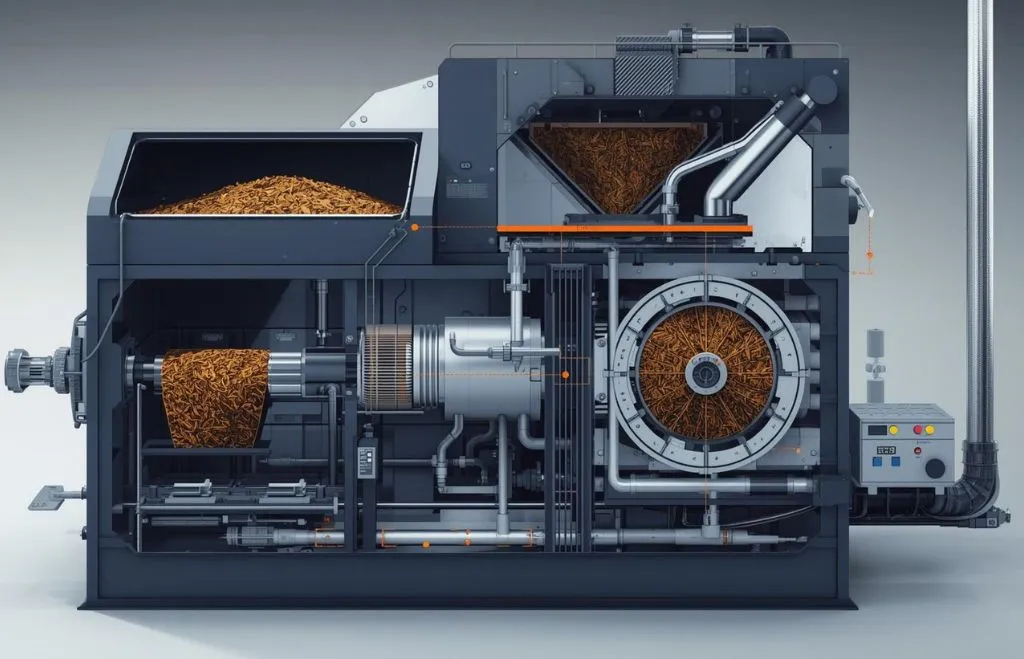
Step 1 — Tobacco infeed from feeder system: Cut tobacco filler is delivered from the tobacco feeder system to the making machine’s distributor section at a controlled feed rate matched to the machine’s production speed. The tobacco arrives as a loose, conditioned cut filler blend at the correct moisture specification — typically 12 to 14 percent. The distributor spreads the incoming tobacco evenly across the width of the garniture section to ensure uniform distribution before compression begins.
Step 2 — Tongue compression: The distributed tobacco passes under the tongue — a wedge-shaped metal component that begins the compression of the loose tobacco into a denser, more uniform stream. The tongue controls the initial shaping of the tobacco mass before it enters the garniture tape. Tongue wear or misalignment produces uneven tobacco distribution across the rod cross-section — a primary cause of draw resistance variation in the finished cigarette.
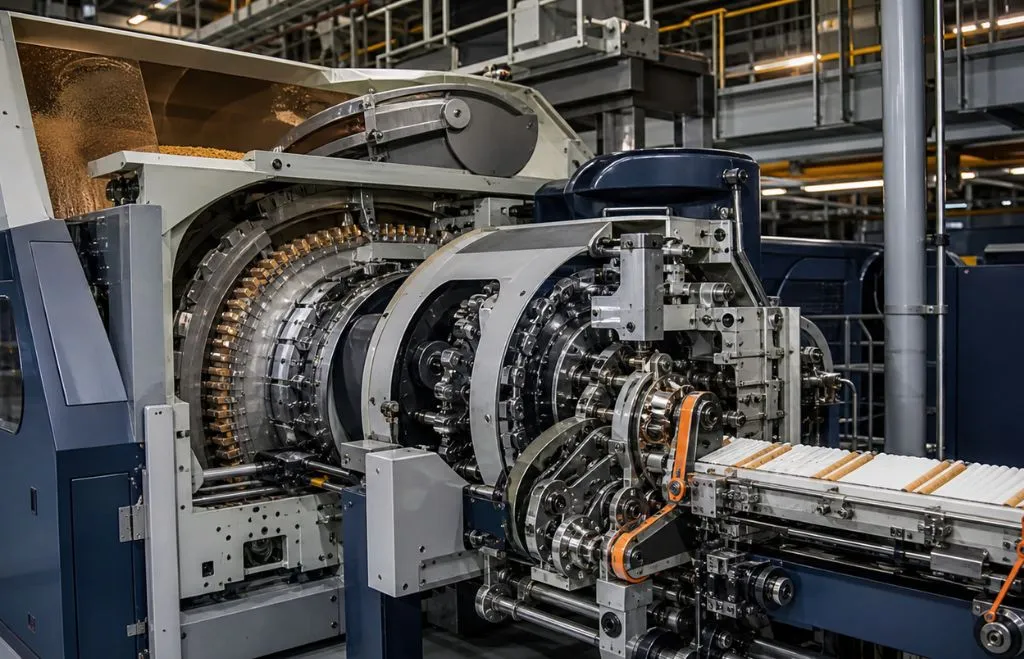
Step 3 — Garniture section — rod formation: The compressed tobacco stream enters the garniture section where the garniture tape — a continuous loop of specialized tape running the length of the forming section — wraps around the tobacco and the cigarette paper simultaneously, compressing the tobacco into the final rod shape. The cigarette paper is fed from a reel at the same speed as the garniture tape, positioned beneath the tobacco so that the tape wraps paper around tobacco in one continuous motion.
Step 4 — Seam sealing: As the continuous paper-wrapped tobacco rod exits the garniture section, the paper seam is sealed using hot-melt adhesive applied by the seam glue system. The adhesive bonds the paper seam closed, creating a structurally sealed cylindrical rod. Seam quality is critical — an unsealed or partially sealed seam causes rod break-outs at the cutter and tobacco loss during handling.
Step 5 — Continuous rod quality monitoring: On machines equipped with microwave weight control — standard on Protos 80 ER, optional on Mark 8 and Mark 9 — a microwave sensor monitors the density and weight of the continuous rod in real time. When the sensor detects weight deviation from the setpoint, it sends a correction signal to the tobacco feeder system, which adjusts the feed rate to bring rod weight back into specification. This closed-loop weight control operates continuously throughout the production run.
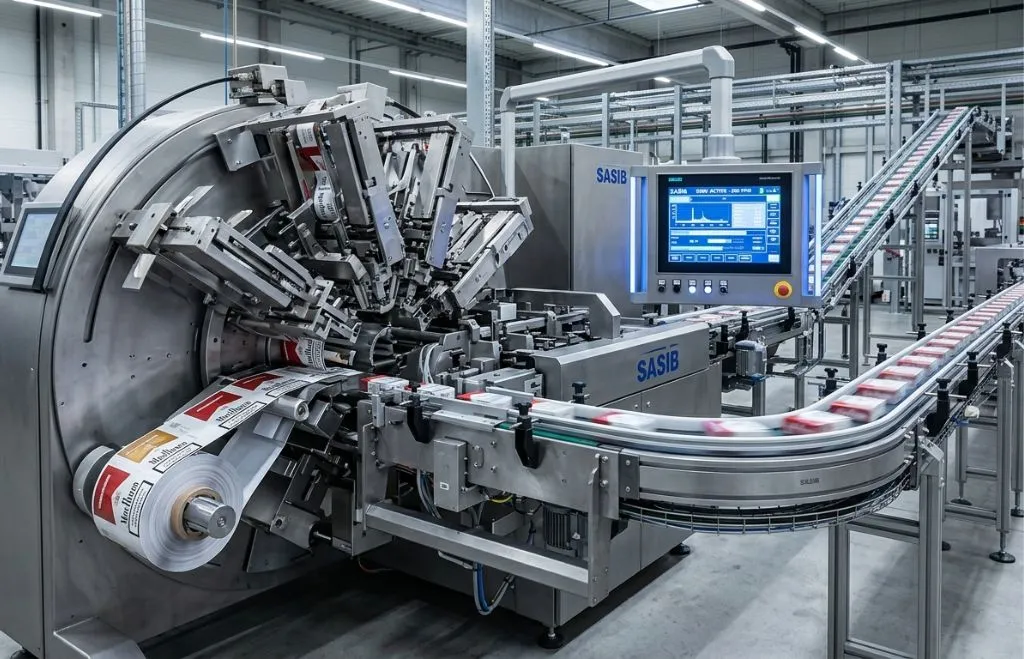
Step 6 — Cutting: The sealed continuous rod is cut into individual cigarette rod lengths by precision cutting blades mounted on a rotating cutting drum. The cutting drum rotates at a speed precisely synchronized with the rod travel speed — ensuring each cut produces a cigarette rod of exactly the specified length. Worn cutting blades produce ragged cut ends that create tobacco dust, increase waste at the cut point, and can cause tipping paper adhesion problems in the subsequent filter attachment stage.
Step 7 — Suction transfer to filter attachment: Individual cigarette rods are transferred from the cutting drum to the filter attachment section via suction drums — rotating drums with suction holes that hold each cigarette rod securely at the correct spacing for transfer to the tipper. The suction band condition and drum alignment are critical at this transfer point — misaligned transfer causes cigarette rod damage and rejection before filter attachment even begins.
Key Components of the Tobacco Rod Making Section
Production engineers managing the rod making section should monitor these six key components for wear and condition at every scheduled maintenance interval.
| Component | Function | Quality Impact if Worn |
| Garniture tape | Carries tobacco through the rod forming section — compresses tobacco into rod shape | Circumference variation, density inconsistency, rod surface defects |
| Tongue | Guides tobacco into the garniture section — controls initial compression | Uneven tobacco distribution across rod cross-section |
| Suction band | Holds tobacco against the paper during rod formation | Rod break-outs, tobacco falling from rod before sealing |
| Seam glue system | Applies adhesive to cigarette paper seam — bonds paper closed around rod | Open seam defects, paper separation during handling |
| Cutting drum | Cuts continuous rod into individual cigarette lengths | Ragged cut ends, length variation, increased tobacco waste at cut points |
| Microwave sensor | Measures rod density and weight continuously — feeds PLC weight control | Weight variation, increased rejection rate if sensor drifts |
Key Components of the Tobacco Rod Making Section
Production engineers managing the rod making section should monitor these six key components for wear and condition at every scheduled maintenance interval.
| Component | Function | Quality Impact if Worn |
| Garniture tape | Carries tobacco through the rod forming section — compresses tobacco into rod shape | Circumference variation, density inconsistency, rod surface defects |
| Tongue | Guides tobacco into the garniture section — controls initial compression | Uneven tobacco distribution across rod cross-section |
| Suction band | Holds tobacco against the paper during rod formation | Rod break-outs, tobacco falling from rod before sealing |
| Seam glue system | Applies adhesive to cigarette paper seam — bonds paper closed around rod | Open seam defects, paper separation during handling |
| Cutting drum | Cuts continuous rod into individual cigarette lengths | Ragged cut ends, length variation, increased tobacco waste at cut points |
| Microwave sensor | Measures rod density and weight continuously — feeds PLC weight control | Weight variation, increased rejection rate if sensor drifts |
How Rod Making Speed Affects Process Control
At 5,500 cpm on a Molins Mark 9 the tobacco rod making process produces approximately 92 cigarette rods per second. At 8,000 cpm on a Protos 80 ER that increases to approximately 133 rods per second. At these speeds the garniture, cutting, and weight control systems must maintain specification compliance on every single rod — there is no opportunity for manual intervention in the production stream. This is why component condition and calibration are so critical on the rod making section — any drift or wear immediately translates into hundreds of out-of-specification cigarettes per minute before it is detected and corrected. For a full comparison of how rod making speed varies across cigarette making platforms, see our guide to High Speed vs Mid Speed Cigarette Machine: Which Is Right for Your Factory?.
Frequently Asked Questions
What is the tobacco rod making process?
The tobacco rod making process is the mechanical sequence that converts cut tobacco filler into a sealed, uniform cigarette rod ready for filter attachment. It involves tobacco infeed and distribution, tongue compression, garniture section rod formation, paper seam sealing, continuous weight monitoring, cutting into individual rod lengths, and suction transfer to the filter attachment section — all performed continuously at the machine’s rated production speed.
What is the garniture section in a cigarette making machine?
The garniture section is the rod-forming section of a cigarette making machine. It consists of a continuous garniture tape loop that wraps around the tobacco and cigarette paper simultaneously, compressing the tobacco into the final rod shape and carrying it through the sealing section. The garniture tape is the primary wearing component in the rod making section — its condition directly determines rod circumference consistency and surface quality.
What causes cigarette rod weight variation?
Cigarette rod weight variation is most commonly caused by tobacco feed rate instability — hopper fill level outside the optimal range, belt wear, or feeder calibration drift. On machines with microwave weight control, sensor calibration drift causes the PLC to adjust feed rate incorrectly, worsening variation rather than correcting it. Variable tobacco blend density from primary processing also causes weight variation if the feeder setpoint is not adjusted to compensate.
How fast does the tobacco rod making process run?
Rod making speed depends on the platform. The Molins Mark 8 produces rods at 1,800 to 3,000 cpm. The Mark 9 produces at 5,500 cpm. The Körber Protos 70 at 7,000 cpm, the Protos 80 ER at 8,000 cpm, and the Protos M5 at 12,000 cpm or more. At these speeds the garniture, cutting, and weight control systems produce and inspect each rod in milliseconds.
What is the role of the cutting drum in tobacco rod making?
The cutting drum cuts the continuous sealed tobacco rod into individual cigarette rod lengths. It rotates at a speed synchronized with the rod travel speed to ensure each cut produces a rod of exactly the specified length. Worn cutting blades produce ragged cut ends that increase tobacco waste at cut points, create dust contamination in the rod forming section, and can cause adhesion problems at the filter attachment stage.
Conclusion
The tobacco rod making process is where cigarette quality is fundamentally determined. Every aspect of the finished cigarette — weight, circumference, draw resistance, cut end quality — originates in the rod forming section. Production engineers who understand the garniture, tongue, suction band, seam glue, and cutting systems — and who monitor their condition systematically — produce better quality cigarettes with lower rejection rates and less material waste. For a complete overview of all the machines and stages involved in the full cigarette production sequence, see our guide to How a Cigarette Production Line Works: Step-by-Step Process. For tobacco machinery suppliers in USA who supply cigarette making machines and rod forming components, see our dedicated suppliers page.