The cigarette production line process takes raw leaf tobacco at one end and delivers finished, wrapped, coded packs ready for distribution at the other. Between those two points is a sequence of eight interdependent production stages, each with its own equipment, its own quality requirements, and its own connection to what comes before and after it. Understanding this sequence is not just an academic exercise. It is the foundation for every intelligent capital equipment decision, every production planning choice, and every root-cause analysis when quality or output falls short.
This guide walks through each stage step by step, explaining what happens, which machines perform it, how long it takes, and what factory buyers specifically need to understand about each step. For the equipment specification, see our companion article: Cigarette Production Line Equipment.
The cigarette manufacturing process steps below follow the complete sequence from raw tobacco to finished coded pack.
The 8-Stage Production Flow
The diagram below shows the complete process flow from raw tobacco to finished pack. Tobacco moves left to right through the making stages (Stages 1–5), then through packaging (Stages 6–8). Filter production (Stage 3) runs in parallel with Stage 2 and feeds into Stage 4.
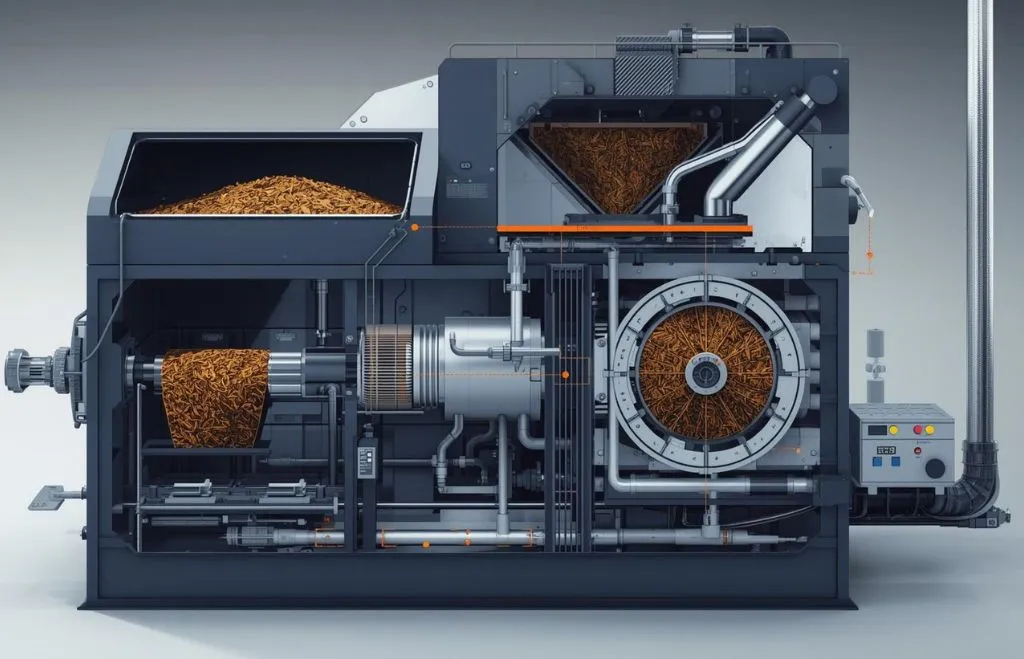
STAGE 1: Primary Tobacco Processing
Before a single cigarette can be made, the raw tobacco leaf that arrives at the factory must be transformed into precisely cut, moisture-controlled, blended tobacco ready for the making machine. This is primary processing, and it is the foundation that every downstream stage depends on.
Stage 1 is where the cigarette production process stages begin — with raw leaf transformation into cut, conditioned tobacco blend. Primary processing begins with tobacco curing and drying processes that happen upstream of the factory, transforming green leaf into dried tobacco ready for cutting. Inside the factory, the first step is the tobacco leaf shredder and tobacco chopping machine, which reduce the leaf to a cut width of 0.8–1.2mm, the specification required by most industrial cigarette makers. Getting this cut width wrong is one of the most common upstream causes of maker performance problems.
After cutting, conditioning cylinders restore the tobacco’s moisture content, typically to 9–14%, which is critical for consistent rod density at the maker. The tobacco filler blend composition is finalized at this stage, with different leaf types blended in defined ratios to achieve the brand’s target flavor profile. Casing and flavoring kitchens apply any liquid casings or top flavors to the blend before it is stored in conditioning silos.
Proper tobacco storage at this stage, maintaining the correct temperature and humidity in conditioning silos, is essential for process stability. Tobacco that is too dry crumbles at the maker; tobacco that is too moist causes garniture blockages and rod density failures.
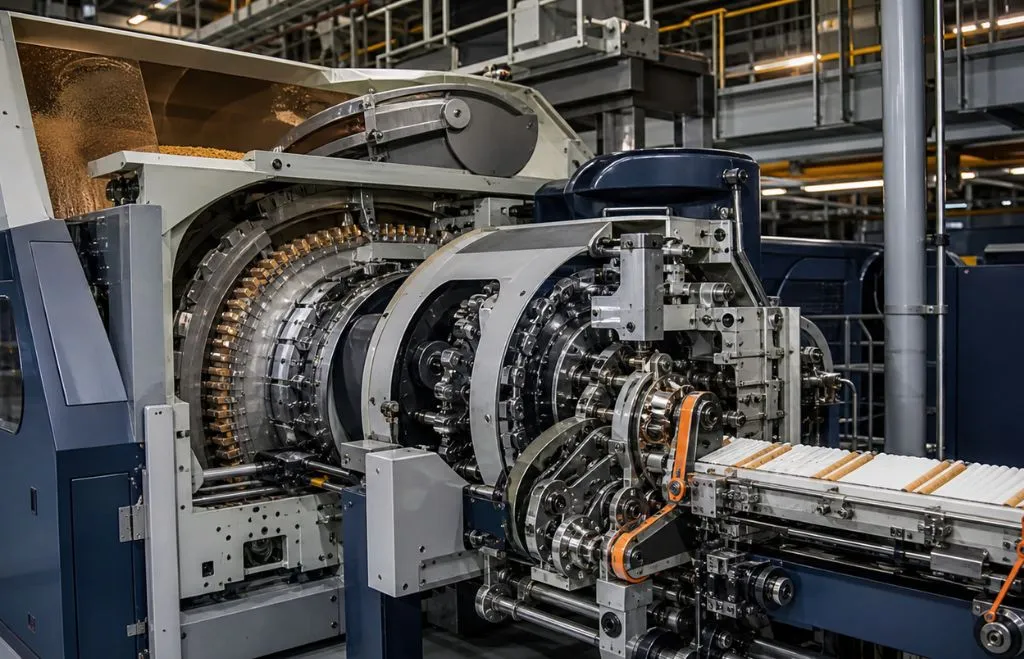
STAGE 2: Cigarette Rod Making
The cigarette maker is the central machine in the production line, and its output speed (measured in CPM, cigarettes per minute) determines the capacity requirement of every machine that follows it. The maker receives conditioned tobacco from the tobacco feeder system, which continuously meters tobacco into the machine’s hopper at a rate matched to the maker’s consumption at rated CPM.
Inside the maker, six core functions happen in rapid sequence: the tobacco is fed into the garniture section, compressed into a cylindrical rod shape, wrapped in cigarette paper, the paper seam is glued and sealed, the rod is inspected for density and diameter, and the continuous rod is cut into individual cigarettes. At a mid-speed machine running at 4,500 CPM, this sequence happens 75 times per second. At a high-speed Protos 80 ER at 8,000 CPM, it happens 133 times per second.
The specific machines at this stage, including the Protos 70, Protos 80 ER, Mark 8, Mark 8 with Multi Roll, Mark 9 with Max S, and SASIB 3000, are compared in detail in our articles on cigarette making machine types and speeds and high-speed vs mid-speed machines.
STAGE 3: Filter Rod Production
Filter production is the stage that surprises many first-time factory buyers, because it runs in parallel with cigarette rod making rather than in sequence. While the cigarette maker is producing tobacco rods, the Hauni KDF filter making machine is simultaneously producing the filter rods that will be attached to those tobacco rods at Stage 4.
The KDF processes cellulose acetate tow, a continuous filament material that looks like a dense fibre rope, into individual filter rods of the correct diameter and density. The KDF series runs at speeds of up to 600 meters per minute in high-speed configurations, producing filter rods fast enough to supply the tipping machine at whatever CPM the cigarette maker is running.
The output rate of the KDF must be precisely matched to the cigarette maker’s CPM. A KDF that falls behind means the tipping machine at Stage 4 runs short of filter rods, causing the maker to slow or stop. A KDF producing too fast creates a backlog of filter rods that must be managed in interim storage. The cigarette filter assembler at Stage 4 is the physical connection point where these two parallel streams converge.
STAGE 4: Filter Attachment (Tipping)
At Stage 4, the two parallel streams from Stages 2 and 3 merge. The filter attachment machine, also called the filter tipper, receives cigarette rods from the maker and filter rods from the KDF, and joins them together using tipping paper to produce the complete filtered cigarette.
The process works as follows: two cigarette rods and one double-length filter rod are placed end-to-end. A strip of tipping paper, the narrow paper band visible on a finished cigarette, is wrapped around the joint, glued, and the double cigarette is cut in half to produce two individual filtered cigarettes. This doubling then halving of the production unit is why the tipper operates at half the CPM rate of the cigarette maker per unit produced, while the output in individual cigarettes matches the maker’s CPM exactly.
In most modern production lines, the tipper is physically integrated with the cigarette maker as a combined maker-tipper unit, for example, the Mark 9 with Max S, where the MK-9 maker and the Hauni Max S tipper are combined into a single line unit. This integration eliminates the inter-machine transfer step, reduces footprint, and simplifies speed synchronization. The cigarette filter holder quality at this stage, the firmness and alignment of the filter, is determined by the tipper’s configuration and the quality of the filter rods arriving from Stage 3.
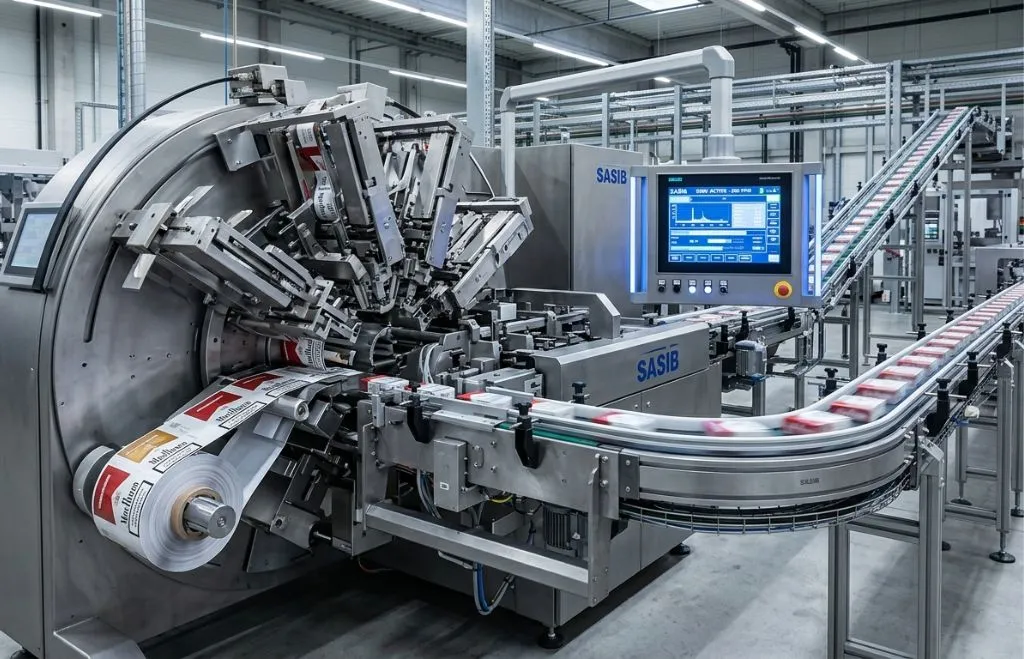
STAGE 5: Quality Inspection and Rejection
Quality inspection in a modern cigarette production line is not a sampling exercise, it is 100% automated inspection of every single cigarette at full production speed. The SASIB 3000 quality control system and equivalent integrated inspection systems on machines like the Körber Protos check every cigarette against specification as it passes through the inspection station, typically between the tipper and the packing machine.
Parameters checked at this stage include:
| Quality Parameter | What Is Measured | Why It Matters to the Consumer |
| Rod diameter | Outer circumference of the cigarette | Diameter variation causes fit problems in packs and affects draw resistance |
| Cigarette length | Overall length from end to end | Length variation is visible in the pack and affects burn time |
| Tobacco fill weight | Mass of tobacco in the rod | Underfill reduces smoking satisfaction; overfill increases cost and wastes tobacco |
| Filter placement | Position and alignment of the filter relative to the rod | Off-centre filters are visible and signal poor manufacturing quality |
| End quality | Condition of the tobacco end (not crumbled, not open) | Poor end quality causes tobacco loss and affects the first draw |
| Seam integrity | Glue seal on the cigarette paper seam | Open seams allow tobacco to fall out and create burn inconsistencies |
| Tipping paper alignment | Position of the tipping paper around the filter joint | Misalignment is visible on the finished cigarette and indicates a tupper fault |
Cigarettes that fail any inspection parameter are rejected automatically before they reach the packing machine. Rejected cigarettes are routed to the cigarette reclaimer system, which separates the tobacco from the paper and filter, returning recoverable tobacco to the primary processing stream. This recycling loop directly reduces tobacco waste costs, at a factory producing 5 billion cigarettes per year with a 1.5% rejection rate, every 0.1% improvement in rejection rate recovers tens of millions of cigarettes’ worth of raw material annually.
STAGE 6: Packing (Soft Pack or Hard Box)
Passed cigarettes exit the inspection stage and enter the packing machine. This is where individual cigarettes are assembled into the retail pack format, either a soft pack (a foil-lined paper sleeve) or a hard box (a rigid hinged-lid carton). These two formats are produced by fundamentally different packing machines and require separate production line configurations.
Soft Pack Production
In soft pack production, the cigarettes are assembled into a count group (typically 20), a foil inner liner is folded around the group, and an outer paper sleeve printed with the brand’s design is folded and sealed around the foil. The process is fast, mechanically simpler, and the material cost is lower than hard box, which is why soft pack remains the dominant format globally and in many USA market segments. The HLP 250 is one of the most widely deployed soft pack packing machines, handling 250 packs per minute.
Hard Box Production
Hard box production assembles cigarettes into a rigid carton, a hinged-lid box with a foil inner liner. The blank (flat-cut cardboard carton) is fed from a magazine, erected, the foil is inserted, cigarettes are loaded, and the box is closed and sealed. Hard box machines are typically slower than soft pack machines of equivalent cost, and the material cost per pack is higher. However, hard box is the preferred format in premium segments and in the USA market where king size cigarettes in hard box are the dominant mainstream format.
Pack counts configurations also affect machine setup. Standard packs of 20 cigarettes are the most common, but 250-cigarette packing formats and other non-standard counts require specific machine configuration. The design of the cigarette packet itself, including the health warning placement, brand artwork, and any special features, is applied via pre-printed blanks fed into the packing machine.
STAGE 7: Wrapping and Overwrapping
Packed cigarette packs exit the packing machine and enter the overwrapping stage, where a protective outer film layer, typically OPP (oriented polypropylene) or cellophane, is applied to each pack. Cigarette overwrapping serves several functions: it provides a moisture barrier that extends the shelf life of the cigarettes, it provides tamper evidence, it contributes to the premium tactile quality of the pack in the consumer’s hand, and it carries the tear tape that allows the consumer to open the pack cleanly.
The overwrapping machine forms, wraps, and heat-seals the film around each pack in a continuous motion at speeds matched to the packer. For tobacco packing sustainability objectives, some manufacturers are evaluating alternatives to OPP film, including biodegradable overwrapping materials, though these typically require machine adaptation or replacement.
In the USA, tax stamp application is a mandatory step at this stage. A state tax stamp must be applied to each pack before it leaves the production line. The stamp applicator is typically integrated with the over wrapper or operates as a separate inline station immediately after it. Tax stamp specifications vary by state, and manufacturers selling in multiple states must manage multiple stamp configurations.
The naked over-wrapper machine adds an additional outer film layer to groups of packs (typically 10) before they enter the cartoning stage. This provides protection during transit and creates the familiar brick-like bundle that retailers handle in their store replenishment operations.
STAGE 8: Cartoning, Case Packing, Coding and Track & Trace
At Stage 8, individual overwrapped packs are assembled into cartons (typically 10 packs per carton) and cartons are assembled into master shipping cases (typically 10 or 50 cartons per case). The SASIB Boxer handles the carton packing stage, organizing packs into the correct configuration at speeds matched to the upstream over wrapper.
Coding and track-and-trace are applied at every packaging level at this stage, pack, carton, and case. Each unit receives a unique identifier, applied by inkjet or laser coder, that links it to its production batch, shift, production line, and date. This coding data is the foundation of the manufacturer’s track-and-trace system, which must record the complete chain of custody for every pack from production to point of sale.
For USA manufacturers, FDA traceability requirements under the Family Smoking Prevention and Tobacco Control Act mandate that every tobacco product can be traced back to its origin. The innovations in track-and-trace technology in 2026, including the integration of production-level coding data directly into cloud-based compliance reporting platforms, are making it significantly easier for manufacturers to meet these requirements in real time rather than retrospectively.
The PLC control systems and Siemens IPC platforms used across the production line should be networked to a factory-level supervisory system at this point, enabling centralized OEE monitoring, shift production reporting, and quality data management from a single interface.
Cigarette Production Line Process: All 8 Stages at a Glance
| Stage | Process Name | Input | Output | Key Machine | Critical Spec |
| S1 | Primary Processing | Raw leaf tobacco | Conditioned cut blend | Leaf shredder / Chopper | Cut width 0.8–1.2mm; moisture 9–14% |
| S2 | Rod Making | Conditioned tobacco | Cigarette rods at CPM | Protos 80 ER / Mark 9 | CPM rating; rod diameter; cigarette length |
| S3 | Filter Production | Acetate tow | Filter rods | Hauni KDF | Output rate matched to maker CPM |
| S4 | Filter Attachment | Rods + filters | Filtered cigarettes | Filter assembler | Tipping paper spec; alignment |
| S5 | Quality Inspection | All cigarettes | Pass / reject stream | SASIB 3000 | Rejection rate; parameter thresholds |
| S6 | Packing | Passed cigarettes | Retail packs | HLP 250 | Packs/min matched to CPM; format (soft/hard) |
| S7 | Overwrapping / Tax | Packs | Film-wrapped + stamped packs | Overwrapping machine | Film speed; tax stamp per state |
| S8 | Cartoning / Coding | Wrapped packs | Coded cases for dispatch | SASIB Boxer | Track-and-trace data; case configuration |
FAQ’s
How long does it take to go from raw tobacco to a finished pack?
In a continuously running production line, the time from when prepared tobacco enters the maker to when a finished pack exits the over wrapper is typically 3–8 minutes, depending on the speed of the line and whether any buffer storage stages introduce holding time. The primary tobacco processing stage (cutting, conditioning, blending) typically runs 8–12 hours ahead of the making line to maintain a conditioned tobacco inventory. The total factory-to-shipping-case time, including cartoning and case packing, is typically 10–15 minutes from the maker input.
Why does filter production run in parallel rather than before the cigarette making stage?
Filter rods are produced continuously at a rate matched to the cigarette maker’s CPM, they are consumed at the tipping stage (Stage 4) at the same rate as cigarette rods are produced at Stage 2. Running filter production in parallel means both streams are always fresh and ready for tipping, eliminating the need for large filter rod storage areas and the quality risks that come with storing pre-cut filter rods for extended periods. The Hauni KDF is sized to match the maker’s CPM precisely, so the two streams arrive at the tipper in perfect synchronization.
What is the most common cause of production line stoppages?
The most common causes of unplanned stoppages in cigarette production are: tobacco feeder interruptions (hopper depletion or blockage), rod density failures causing maker stoppages, filter rod supply interruptions at the tipper, and packing machine jams. The majority of stoppages trace back to either tobacco quality issues from Stage 1 (wrong moisture, wrong cut width) or maintenance lapses at the maker and tipper. Factories with rigorous preventive maintenance schedules and PLC control systems that generate early fault warnings experience significantly lower unplanned downtime than those relying on reactive maintenance.
How is product quality monitored across all 8 stages?
Quality monitoring happens at three levels. At the individual machine level, integrated sensors check product parameters in real time at every production stage. At the line level, the SASIB 3000 and equivalent systems at Stage 5 provide a comprehensive quality check on every cigarette before it enters packing. At the factory level, a SCADA or MES system connected to the PLC control systems across all stages aggregates quality data and enables trend analysis, shift reporting, and automated alerts when parameters drift. This three-level architecture is increasingly standard in modern factories and is becoming a regulatory expectation under the FDA’s proposed TPMP rule.
What is track and trace and why is it required in the USA?
Track and trace is a system that assigns a unique identifier to every pack, carton, and master case produced, recording the production batch, line, shift, and date at each level. In the USA, the FDA requires tobacco product manufacturers to maintain product traceability under the Family Smoking Prevention and Tobacco Control Act. This means every pack must be uniquely coded in a way that allows the manufacturer to trace it back to its production origin if required — for example, in response to a quality incident, a regulatory inquiry, or a market withdrawal. The coding systems at Stage 8 apply these identifiers, and the data is typically stored in a compliance database that can be queried by regulatory authorities.
How does the production line process differ for slim or thin cigarettes?
The fundamental process flow is identical for slim and thin cigarettes, the same eight stages apply. What changes is the machine configuration at each stage. The cigarette maker must be equipped with slim-format garniture parts, the Hauni KDF must produce filter rods of the correct smaller diameter, the tipper must use a narrower tipping paper, and the packing machine must be configured for the smaller pack dimensions. Format changes between standard and slim on the same line require a full changeover, typically several hours, and a set of format parts for each cigarette diameter.
Understanding the Process is the Foundation of Every Equipment Decision
Every capital equipment decision in a cigarette factory, which maker to buy, how to size the packer, whether to invest in a waste recovery system, how to automate quality inspection, makes more sense when you understand the production process as a connected whole. The eight stages described in this guide are not independent choices. They are interdependent links in a chain, and the strength of the chain is determined by its weakest link.
For the equipment details, machine types, specifications, and supplier information at each stage, see the companion article: Cigarette Production Line Equipment. For machine buying decisions, including high-speed vs mid-speed comparisons and the buyer’s guide to industrial cigarette makers, see our full Cigarette Making Machines Guide.