A tobacco leaf shredder is the primary cutting machine in a cigarette factory’s primary processing section — it converts whole cured tobacco leaf into the cut filler width specification required by the cigarette making machine, typically 0.8 to 1.2mm for standard cigarette formats. What it does directly determines how tobacco flows through the garniture section and what the finished cigarette’s draw resistance and weight consistency will be.
What Is a Tobacco Leaf Shredder?
A tobacco leaf shredder — also called a tobacco cutter or tobacco cutting machine in primary processing contexts — cuts whole cured tobacco leaf lamina into the cut filler specification used in cigarette blends. The machine receives stripped and conditioned tobacco leaf and produces a continuous output of cut filler at the specified cut width — typically 0.8mm to 1.2mm for standard cigarette formats.
The tobacco leaf shredder is positioned in the primary processing section — after leaf conditioning and blending, and before the cut filler is delivered to the cigarette making machine via the tobacco feeder system. For a complete overview of where the shredder sits in the full production sequence, see our guide to How a Cigarette Production Line Works: Step-by-Step Process.
How a Tobacco Leaf Shredder Works
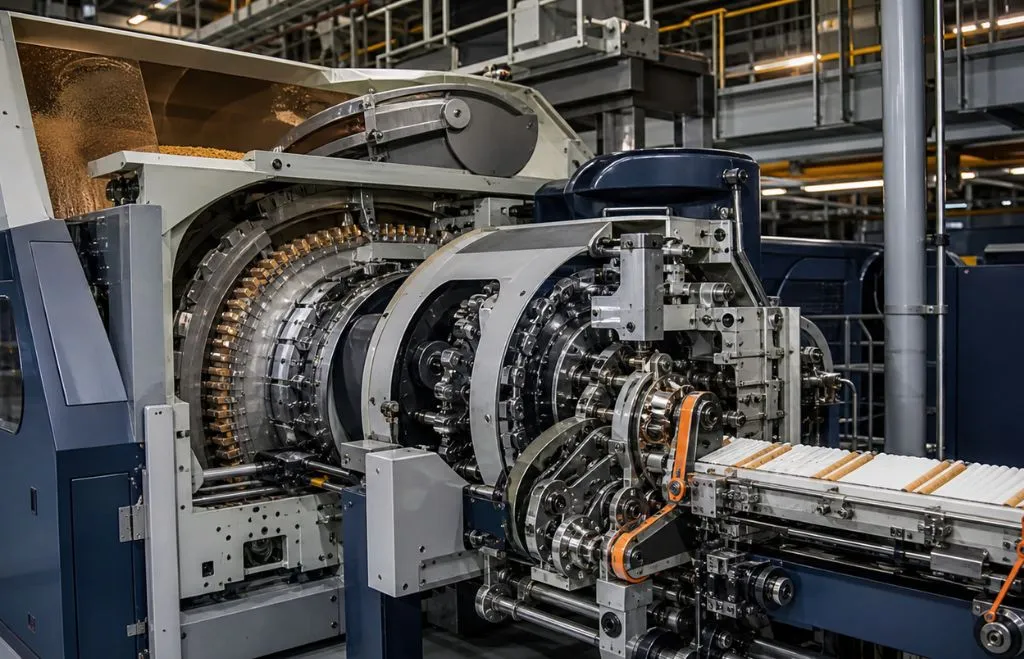
Leaf infeed: Conditioned tobacco leaf is fed into the shredder’s infeed conveyor at a controlled rate. The infeed rate is matched to the shredder’s blade speed and the target cut width — too fast produces wider, irregular cuts; too slow reduces throughput.
Blade cutting: The leaf passes through a precision cutting system — typically a rotating drum with fixed blades or a reciprocating blade configuration — that cuts the leaf into strips of the specified cut width. The blade edge geometry and sharpness determine cut edge quality — sharp blades produce clean edges with minimal dust; worn blades produce torn edges that generate significantly more dust and cut width variation.
Cut width adjustment: Cut width is adjusted by changing the blade spacing or the feed rate relative to blade speed depending on machine configuration. On PLC-controlled systems the cut width setpoint is entered digitally and the machine adjusts automatically. On manually adjusted systems the operator makes physical adjustments — introducing more variability.
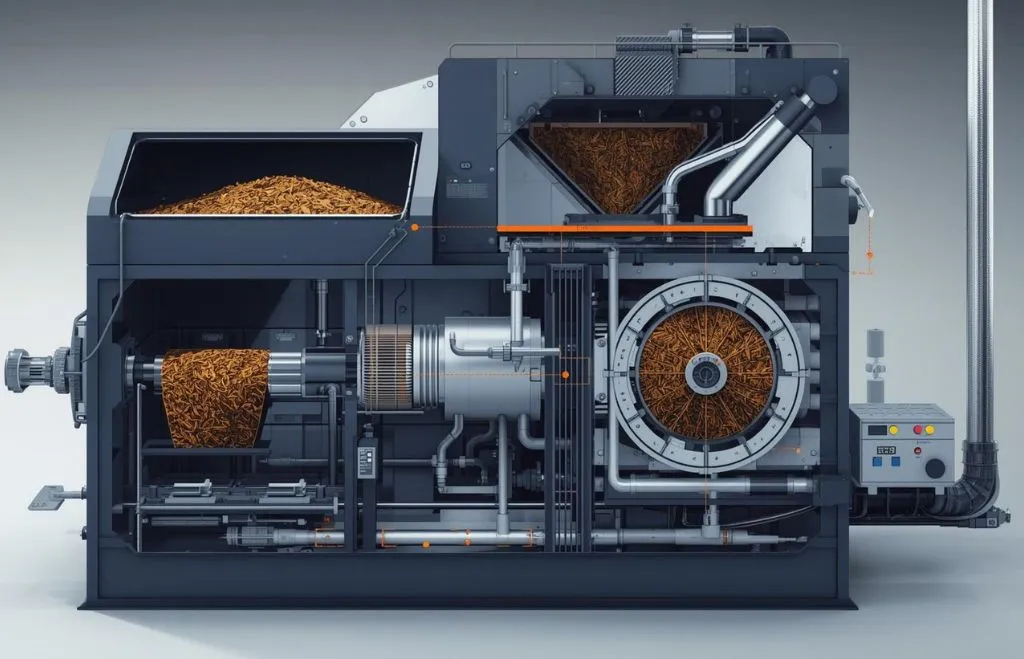
Dust extraction: Cutting tobacco generates dust — fine particles below the minimum useful cut width. Integrated dust extraction systems capture this material during cutting, removing it from the cut filler stream before it enters the blend. Excessive dust in cut filler causes feed flow problems at the tobacco feeder and garniture contamination in the cigarette maker.
Cut filler discharge: Cut filler exits the shredder at the target cut width specification and is conveyed to the blending section or directly to the cigarette making line depending on factory layout.
Key Selection Factors for a Tobacco Leaf Shredder
The following table covers the seven most important factors to evaluate when specifying or sourcing a tobacco leaf shredder for your primary processing line.
| Selection Factor | What to Specify | Why It Matters for Downstream Production |
|---|---|---|
| Cut width range | 0.5mm to 1.5mm adjustable — target 0.8mm to 1.2mm for standard cigarette blends | Cut width directly determines rod density and draw resistance at the cigarette maker — wrong cut width causes weight variation |
| Throughput capacity | Match to primary processing line output — typically 500 to 5,000 kg/hour | Insufficient capacity creates a bottleneck — excess capacity wastes capital |
| Moisture tolerance | Specify acceptable incoming leaf moisture range | High moisture leaf can cause blade fouling and conveyor blockages if outside the machine’s specification |
| Leaf variety handling | Check compatibility with your leaf types — Virginia, Burley, Oriental handle differently | Leaf structure varies by variety — Oriental small leaf requires different blade configuration from large Virginia leaf |
| Dust generation | Low-dust cutting system — enclosed blade housing and integrated dust extraction | Excess dust contaminates the cut filler blend and creates feed flow problems at the cigarette maker’s garniture section |
| Blade change interval | Manufacturer’s specified blade life at target cut width and throughput | Blades that dull before scheduled replacement produce increasing cut width variation — worsening rod weight consistency |
| Control system | PLC-controlled cut width adjustment — automatic rather than manual | Precise cut width control is critical — manual adjustment introduces operator variability |
Cut Width — The Most Critical Specification
Cut width is the single most important specification of a tobacco leaf shredder because it directly determines downstream production performance.
Standard cut width range for cigarette production: 0.8mm to 1.2mm for standard king size formats. Slim and super slim formats may require narrower cuts — typically 0.6mm to 0.9mm — to achieve correct rod density in the smaller garniture cross-section.
Too wide a cut: Produces coarser filler that distributes unevenly in the garniture section — creating rod density variation and draw resistance inconsistency. Wide-cut filler also compresses less uniformly under garniture pressure, increasing the risk of rod break-outs.
Too fine a cut: Generates excessive dust and produces filler that packs too densely in the garniture — causing high draw resistance and potential garniture blockages at high production speeds.
Cut width variation: Variable cut width — caused by worn blades, incorrect blade tension, or feed rate inconsistency — produces mixed filler that behaves differently in different sections of the garniture. This appears as cigarette weight variation at the making machine that is difficult to correct through feeder calibration alone because the root cause is in primary processing, not the feeder.
For a complete guide to how cut filler properties affect cigarette making machine performance, see our guide to Tobacco Feeder Accuracy: How to Optimize Cigarette Feeding Performance.
Tobacco Leaf Shredder Maintenance
- Blade condition: Inspect blade edges at every scheduled maintenance interval — dull blades are the most common cause of cut width variation and excess dust generation. Replace blades at the manufacturer’s specified interval regardless of visual appearance
- Blade tension and alignment: Check blade tension and alignment weekly — loose or misaligned blades produce inconsistent cut width across the leaf width
- Feed conveyor condition: Check conveyor belt tension and surface condition — slipping belts cause feed rate variation which affects cut width consistency
- Dust extraction system: Clean dust extraction filters daily and check extraction airflow — blocked filters reduce suction and allow dust to accumulate in cut filler
- PLC setpoints: Verify cut width setpoint against product specification at each shift start — particularly after any blade change or maintenance work that affects the cutting mechanism
Frequently Asked Questions
What is a tobacco leaf shredder?
A tobacco leaf shredder is the primary cutting machine in a cigarette factory’s primary processing section. It converts whole cured tobacco leaf lamina into cut filler at the specified cut width — typically 0.8mm to 1.2mm for standard cigarette formats. The cut filler produced by the shredder feeds directly into the cigarette making machine via the tobacco feeder system.
What cut width should a tobacco leaf shredder produce?
Standard cut width for cigarette production is 0.8mm to 1.2mm for king size formats. Slim and super slim cigarette formats typically require narrower cuts of 0.6mm to 0.9mm. The correct cut width for your specific product is specified in the blend and product specification sheet. Cut width outside the specification causes rod density variation and draw resistance problems at the cigarette maker.
How does cut width affect cigarette making machine performance?
Cut width determines how the filler flows through the tobacco feeder and garniture section of the cigarette maker. Too wide a cut produces uneven distribution and rod density variation. Too fine a cut generates excess dust and causes overpacking in the garniture. Variable cut width — from worn shredder blades — produces mixed filler that causes cigarette weight variation that feeder calibration cannot fully correct because the root cause is in primary processing.
How often should tobacco leaf shredder blades be replaced?
Blade replacement interval depends on throughput volume, leaf variety, and blade specification. Blades should be replaced at the manufacturer’s specified interval regardless of visual appearance — blades that appear physically intact may still be producing increasing cut width variation as the edge dulls. Daily inspection of cut width against specification provides an early indicator of blade wear before it causes measurable production quality problems.
Conclusion
The tobacco leaf shredder is the first critical quality control point in cigarette primary processing — the cut width it produces determines rod density, draw resistance, and weight consistency at the cigarette making machine downstream. Specifying the right shredder — with the correct cut width range, throughput capacity, dust extraction, and PLC control — and maintaining it properly are two of the most direct investments a factory buyer can make in cigarette production quality. For a complete guide to how primary processing connects to cigarette making machine performance, see our guide to How the Tobacco Production Process Works Step by Step. For tobacco machinery suppliers in USA who supply tobacco leaf shredding equipment, see our dedicated suppliers page.