A tobacco stem chopping machine is a primary processing machine that converts tobacco stems and midribs — the fibrous central veins removed during leaf stripping — into a chopped product that can be blended back into the finished cigarette blend at controlled ratios. Stems represent 20 to 30 percent of incoming leaf weight, so a chopping machine directly reduces raw material waste and per-cigarette tobacco cost.
What Is a Tobacco Chopping Machine?
A tobacco chopping machine is a primary processing machine that converts tobacco stems and midribs — the fibrous central veins removed from tobacco leaf during stripping — into a chopped or cut product that can be reintroduced into the tobacco blend as a filler component. Stems and midribs make up 20 to 30 percent of the weight of the whole tobacco leaf — without a chopping or processing system this material is either disposed of as waste or sold at low value. With a chopping machine this material is converted into a usable blend component — reducing raw material waste and improving tobacco utilization rates across the primary processing operation. For a complete overview of where stem processing fits in the full production sequence, see our guide to How the Tobacco Production Process Works Step by Step.
Tobacco Chopping Machine vs Tobacco Leaf Shredder — Key Differences
These two machines are frequently confused but they process different source materials and produce different outputs for different positions in the blend.
| Feature | Tobacco Chopping Machine | Tobacco Leaf Shredder |
|---|---|---|
| Primary material processed | Tobacco stems, midribs, expanded stems, reconstituted tobacco offcuts | Whole cured tobacco leaf lamina |
| Output material | Chopped stem or expanded stem — blended into cut filler at controlled ratio | Cut filler at specified width — 0.8mm to 1.2mm standard |
| Position in primary processing | After stripping — processes stripped stem material | After conditioning — processes stripped lamina |
| Cut product width | Variable — coarser than leaf shredder output | Precise — 0.8mm to 1.2mm standard cigarette specification |
| Blend ratio of output | Typically 5 to 15 percent of finished blend | Typically 60 to 85 percent of finished blend |
| Impact on cigarette quality | Affects blend fill value and burn rate at high inclusion rates | Directly determines rod density and draw resistance |
| Dust generation | Higher — stem material generates more dust during chopping | Lower — clean leaf lamina generates less dust |
The practical takeaway from this comparison: both machines are needed in a complete primary processing operation. The leaf shredder processes the lamina — the primary blend component. The chopping machine processes the stems — a secondary blend component used at lower inclusion rates. Neither replaces the other. For a complete guide to the tobacco leaf shredder, see our dedicated guide: Tobacco Leaf Shredder: How to Choose the Right Machine.
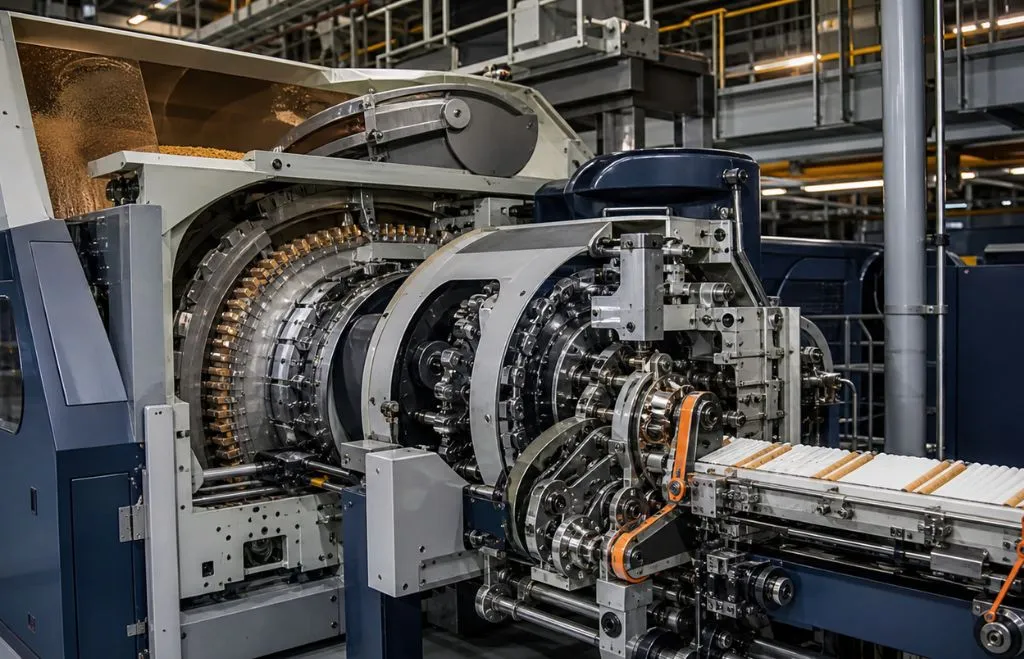
How a Tobacco Chopping Machine Works
Step 1 — Stem infeed: Stripped tobacco stems and midribs are fed into the chopping machine’s infeed section. Stems may be conditioned with moisture before chopping to improve flexibility and reduce brittleness — dry stems shatter during chopping, generating excessive dust and very fine particles rather than a usable chopped product.
Step 2 — Chopping mechanism: The stems pass through the chopping mechanism — typically a rotating drum with fixed blades or a reciprocating chopper configuration. The blade geometry for stem chopping is different from leaf cutting — stems are fibrous and tough, requiring more aggressive blade design than the thinner, more fragile leaf lamina processed by the leaf shredder.
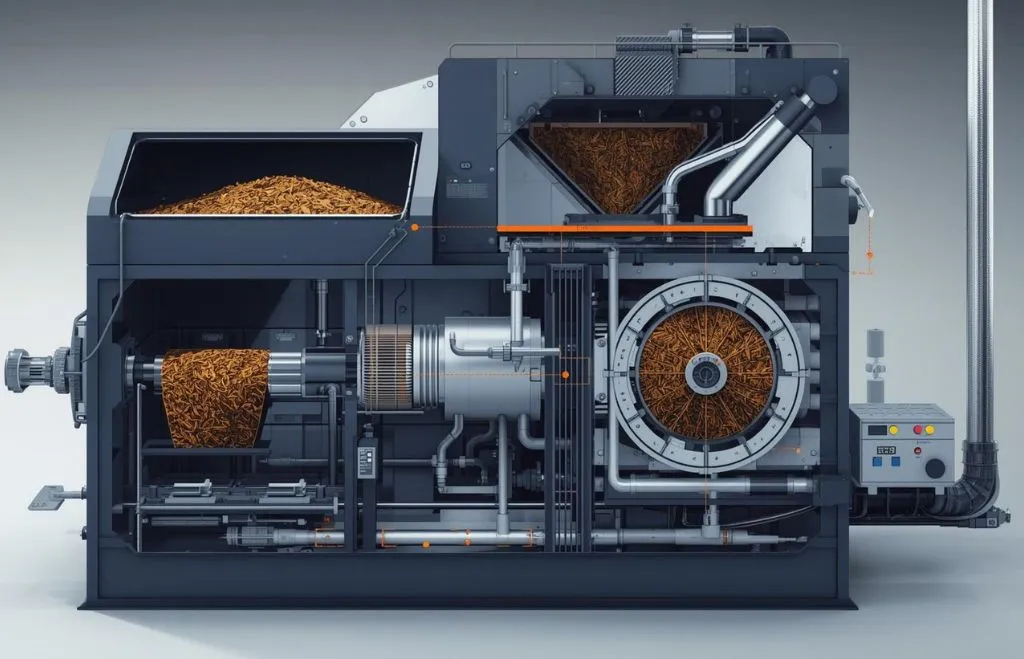
Step 3 — Particle size classification: The chopped stem output is screened or sieved to separate usable particles from oversized pieces and dust fines. Oversized pieces are returned to the chopping mechanism for reprocessing. Fine dust is collected separately — it may be used in reconstituted tobacco sheet production or disposed of depending on factory specification.
Step 4 — Expansion (optional): Some factories process chopped stems through a stem expansion system before blending — exposing the chopped material to high-temperature steam treatment that opens the stem cell structure and increases its volume. Expanded stem (ES) has a higher fill value than unexpanded chopped stem — allowing a higher weight percentage of stem material to be included in the blend without increasing pack density.
Step 5 — Blending: The processed chopped or expanded stem output is blended into the cut filler at the specified inclusion rate — typically 5 to 15 percent of the finished blend depending on product specification and stem material quality. Blend ratio is carefully controlled — too high a stem inclusion rate affects burn characteristics and draw resistance in the finished cigarette.
What Chopped Stem Contributes to the Cigarette Blend
Fill value: Chopped stem — and particularly expanded stem — contributes fill value to the blend. A higher fill value means more volume per unit weight of tobacco — allowing the manufacturer to achieve the target cigarette rod diameter and density while using less total tobacco material per cigarette. This has a direct impact on raw material cost per cigarette.
Burn rate: Stem material burns at a different rate from leaf lamina — typically faster. High stem inclusion rates in the blend can increase the cigarette’s burn rate beyond the product specification. Blend ratio management is critical to maintain burn characteristics within specification when stem inclusion rates are adjusted.
Blend density: Chopped stem has different bulk density from cut lamina. When the stem inclusion rate changes — through a blend reformulation or a change in available stem material — the tobacco feeder setpoint must be recalibrated to maintain rod weight consistency at the cigarette maker. A blend with higher stem inclusion is typically less dense volumetrically — requiring a higher volumetric feed rate to maintain the same cigarette weight.
Key Factors When Choosing a Tobacco Chopping Machine
- Stem material compatibility: Verify the machine handles your stem material — fresh stripped stems, dried stems, and expanded stems have different physical properties and require different blade configurations
- Output particle size range: Check that the chopped output particle size distribution meets your blend specification — overly coarse output at high blend ratios affects draw resistance
- Throughput capacity: Match to your stem volume — typically 20 to 30 percent of your leaf processing throughput
- Dust generation and extraction: Stem chopping generates more dust than leaf shredding — verify the integrated dust extraction system capacity
- Moisture conditioning compatibility: Check whether the machine accepts pre-conditioned stems or requires dry stem input
- Integration with expansion system: If expanded stem production is planned, verify compatibility with the expansion system’s output specification
Frequently Asked Questions
What is a tobacco chopping machine?
A tobacco chopping machine processes tobacco stems and midribs — the fibrous central veins removed from tobacco leaf during stripping — into a chopped product that can be blended into cigarette cut filler at controlled ratios. It is different from a tobacco leaf shredder, which cuts whole leaf lamina into cut filler. The chopping machine processes stem material; the shredder processes leaf lamina.
What is the difference between a tobacco chopping machine and a leaf shredder?
A tobacco chopping machine processes stems and midribs — fibrous, tough material — into a chopped product used at 5 to 15 percent of the finished blend. A tobacco leaf shredder processes whole leaf lamina — thinner, more delicate material — into the primary cut filler component at 0.8mm to 1.2mm cut width. Both machines are needed in a complete primary processing operation. Neither replaces the other.
How much chopped stem can be included in a cigarette blend?
Typical stem inclusion rates in commercial cigarette blends range from 5 to 15 percent of the finished blend by weight. At higher inclusion rates, stem material affects burn rate and draw resistance — moving the finished cigarette outside product specification. Expanded stem has a higher fill value than unexpanded chopped stem, allowing higher weight percentages at equivalent blend density contribution.
How does a change in stem inclusion rate affect cigarette making machine performance?
Changing the stem inclusion rate in a blend changes the bulk density of the cut filler. Blends with higher stem inclusion are typically less dense volumetrically — the tobacco feeder setpoint must be recalibrated to maintain cigarette rod weight consistency at the making machine. Failing to recalibrate after a blend change that significantly shifts the stem inclusion rate will produce cigarette weight variation that appears as a making machine problem but originates in the blend change.
Conclusion
A tobacco chopping machine is an essential primary processing investment for any factory that wants to recover value from stem and midrib material rather than disposing of it. With stems representing 20 to 30 percent of incoming leaf weight, a chopping machine — particularly one integrated with stem expansion — significantly improves raw material utilization and reduces per-cigarette tobacco cost. Understanding what chopped stem contributes to the blend — fill value, burn rate effects, and density implications — allows production managers to manage stem inclusion rates intelligently and maintain cigarette quality as blend formulations evolve. For a complete guide to how the full primary processing sequence connects to cigarette making machine performance, see our guide to How a Cigarette Production Line Works: Step-by-Step Process. For tobacco machinery suppliers in USA who supply tobacco chopping and stem processing equipment, see our dedicated suppliers page.