Understanding how the HLP 250 works starts with its core function — it is a hinge-lid cigarette packing machine that produces the rigid flip-top hard box format at 250 packs per minute using an intermittent motion system. Manufactured by Focke and Co in Verden, Germany, the HLP 250 is the mid-speed model in the HLP series — sitting between the entry-level HLP 180 at 180 ppm and the high-speed HLP 400 at 400 ppm. It is one of the most widely deployed mid-speed hinge-lid packers in the global tobacco industry and has a strong refurbished market across both new and established tobacco manufacturing markets.
What Is the HLP 250?
The HLP 250 is a hinge-lid cigarette packing machine — it packs cigarettes exclusively into rigid flip-top hard box packs, not soft packs. It does not handle soft cup pack production. Factory buyers requiring soft pack production should evaluate SASIB configurations instead. For a complete overview of the differences between hinge-lid and soft pack machine options, see our guide to Cigarette Packing Machines: Soft Pack vs Hard Box Production Lines.
HLP 250 Verified Specifications
The following specifications are verified from multiple industry sources cross-referenced May 2026.
| Machine type | Intermittent motion hinge-lid cigarette packing machine |
| Production speed | 250 packs per minute (ppm) |
| Pack format | Hinge-lid hard box — standard king size and 100mm |
| Operation | Intermittent motion — indexes product through stations |
| Blank erection | Automatic — pre-scored cardboard blank |
| Inner liner | Foil inner liner — automatic reel feed |
| Cellophaning | Integrated cellophaner — transparent film with tear tape |
| Control system | PLC with touch screen interface |
| Power consumption | Approximately 15 kW |
| Manufacturer | Focke and Co — Verden, Germany |
| Compatible systems | Focke FX series line integration available |
| Status | Widely available new and refurbished — verified 2026 |
How the HLP 250 Works: 7-Stage Packing Process
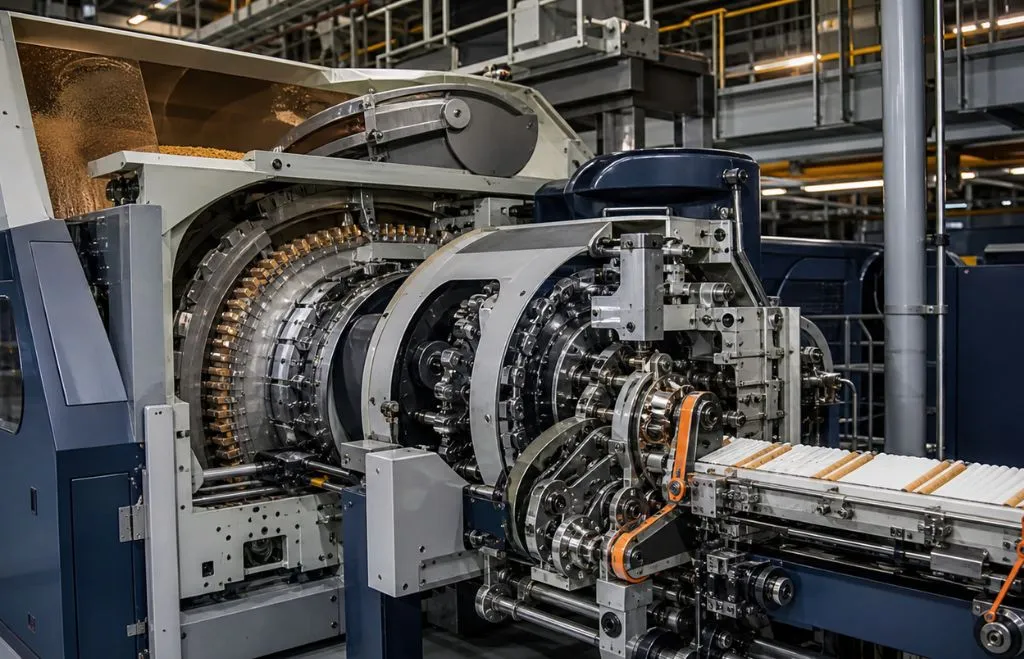
Stage 1 — Cigarette infeed and grouping: Cigarettes arrive from the making line in trays and are fed into the HLP 250’s infeed section via a tray unloading system. The infeed groups cigarettes into the correct configuration — typically 20 cigarettes in a 2×10 arrangement for a standard king size hard box pack.
Stage 2 — Inner foil liner application: A foil inner liner is fed from a reel and folded around the cigarette group. The foil liner protects tobacco from moisture and maintains freshness inside the sealed hard box. The PLC monitors liner tension and fold accuracy continuously to maintain consistent liner quality at 250 ppm.
Stage 3 — Blank erection: This is the most mechanically complex stage of hard box production. A pre-printed and pre-scored cardboard blank is fed from the blank magazine and erected into the open hinge-lid box shape. The blank must be precisely scored, folded, and formed at packing speed without deformation. The HLP 250’s intermittent motion system provides sufficient dwell time at each station for reliable blank erection — a key advantage of intermittent motion design for complex folding operations.
Stage 4 — Pack filling: The lined cigarette group is inserted into the erected hinge-lid box at the filling station. Pack fill accuracy is critical — misaligned cigarette groups cause pack deformation and downstream rejection. The PLC monitors fill accuracy continuously.
Stage 5 — Lid closing and sealing: The hinge-lid is folded closed and the pack is glued at the required sealing points. Hot melt adhesive is applied by the gluing system. The closed pack passes through a compression section to ensure adhesive bond formation before discharge.
Stage 6 — Cellophaning: Completed packs are transferred to the integrated cellophaner which wraps each pack in transparent film, applies the tear tape, and heat seals the wrapper. The film protects the printed pack surface and provides tamper evidence for retail distribution.
Stage 7 — Pack discharge: Sealed and cellophaned packs are discharged to the downstream conveyor for transfer to the SASIB Boxer or cartoner for carton boxing. At 250 ppm the HLP 250 produces 15,000 packs per hour at full speed.
Intermittent Motion — Why the HLP 250 Uses It
The HLP 250 uses intermittent motion — the machine indexes product through stations rather than using continuous motion. This is different from continuous motion machines like the G.D X2 and X3 which move product continuously through the packing stations.
Why intermittent motion for hinge-lid packing: Hard box hinge-lid production requires precise mechanical operations at each station — blank erection, cigarette group insertion, lid closing, gluing. These operations require the product to be stationary at each station for a defined dwell time to be performed accurately. Intermittent motion provides this dwell time. Continuous motion machines can perform these operations but require more complex mechanical engineering to achieve equivalent accuracy at the same speed.
Speed limitation of intermittent motion: The mechanical limitation of intermittent motion is that the index-and-dwell cycle limits maximum speed. The HLP 250 at 250 ppm is at the upper end of what intermittent motion can deliver reliably for hinge-lid production — which is why the HLP 400 uses a more advanced mechanical configuration to achieve 400 ppm.
HLP 250 vs HLP 180 vs HLP 400
The HLP series covers three speed tiers. Choosing the right model depends on your factory’s maker CPM and annual volume target. For a complete guide to how machine speed relates to production volume, see our High Speed vs Mid Speed Cigarette Machine guide.
| Feature | HLP 180 | HLP 250 | HLP 400 |
| Production speed | 180 ppm | 250 ppm | 400 ppm |
| Pack format | Hinge-lid | Hinge-lid | Hinge-lid |
| Speed tier | Entry-level | Mid-speed | High-speed |
| Best for | Small factories — under 1B cigs/year | Mid factories — 1 to 2.5B cigs/year | Large factories — 2.5B+ cigs/year |
| Capital cost | Lowest | Mid | Highest |
| Refurbished availability | Good | Strong | Strong |
| Paired maker CPM | Up to 3,600 cpm | Up to 5,000 cpm | Up to 8,000 cpm |
The practical decision between HLP 180 and HLP 250 comes down to volume. At 180 ppm the HLP 180 produces approximately 95 million packs per year on three shifts. At 250 ppm the HLP 250 produces approximately 130 million packs per year — 37 percent more output. For factories growing beyond the HLP 180’s capacity ceiling without yet justifying the HLP 400’s capital cost, the HLP 250 is the correct mid-step.
What Factory Size the HLP 250 Suits
The HLP 250 at 250 ppm suits factories with cigarette makers producing 4,000 to 5,000 cpm. At these making speeds, one HLP 250 can pack the full output of one making machine in standard 20-cigarette packs.
- Annual volume: 1 to 2.5 billion cigarettes per year on three shifts
- Maker CPM: Up to 5,000 cpm — well matched to Molins Mark 9 at 5,500 cpm with buffer
- Pack format: Hinge-lid hard box only — king size and 100mm formats
- Capital budget: Mid-range — higher than HLP 180, lower than HLP 400 or G.D X2
- Market: Hard box dominant markets — USA, Middle East, many Asian markets
The HLP 250 is not the right choice for factories requiring soft pack production, factories with makers operating above 5,000 cpm that need a higher packing speed, or factories requiring the automation level and data integration of the G.D X3 or Focke FX series.
HLP 250 vs G.D X2 for Hinge-Lid Production
The most common comparison for mid-speed hinge-lid production is the HLP 250 at 250 ppm versus the G.D X2 at 420 ppm. For full G.D X2 specifications, see our GD X2 and X3 Cigarette Packing Machines guide.
- Speed: G.D X2 at 420 ppm produces 68 percent more output than HLP 250 at 250 ppm
- Capital cost: HLP 250 is significantly lower capital cost than G.D X2
- Maker matching: HLP 250 suits makers up to 5,000 cpm — G.D X2 suits makers up to 8,500 cpm
- For factories with Mark 9 at 5,500 cpm: HLP 250 is correctly matched — G.D X2 is excess capacity
- For factories with Protos 70 at 7,000 cpm: G.D X2 is required — HLP 250 cannot keep pace
HLP 250 Refurbished Market
Refurbished availability: The HLP 250 has a strong secondary market. Specialist tobacco machinery dealers regularly list refurbished units from factory upgrades and line consolidations. Refurbished HLP 250 machines typically range from $40,000 to $100,000 depending on age, condition, and reconditioning scope.
What to verify before buying a refurbished HLP 250:
- Blank erection mechanism — cam wear and folder plate condition — highest wear section
- Hot melt gluing system — nozzle condition, temperature control, adhesive flow rate
- Inner foil liner system — reel brake, knife wear, folder plate alignment
- Cellophaner condition — film feed, sealing bars, tear tape applicator
- PLC version — confirm current and supported software platform
- Full-speed test at 250 ppm on your specific blank specification before accepting
For a comprehensive pre-purchase inspection framework, see our guide to New vs Refurbished Cigarette Manufacturing Machines.
Frequently Asked Questions
How does the HLP 250 work?
The HLP 250 works through a 7-stage intermittent motion packing process: cigarette infeed and grouping, inner foil liner application, blank erection into the hinge-lid box shape, pack filling with the cigarette group, lid closing and gluing, cellophaning with transparent film and tear tape, and pack discharge. Each stage occurs with the product stationary at the station — intermittent motion provides the dwell time required for accurate mechanical operations at 250 ppm.
What is the production speed of the HLP 250?
The HLP 250 produces 250 packs per minute — 15,000 packs per hour at full speed. On a three-shift operation the HLP 250 produces approximately 130 million packs per year. It suits factories with cigarette makers operating up to 5,000 cpm on standard 20-cigarette packs.
What is the difference between HLP 250 and HLP 180?
The HLP 250 produces 250 ppm and suits factories with makers up to 5,000 cpm and annual volumes of 1 to 2.5 billion cigarettes. The HLP 180 produces 180 ppm and suits smaller factories with makers up to 3,600 cpm and annual volumes under 1 billion cigarettes. The HLP 250 produces 37 percent more output than the HLP 180 at a higher capital cost.
Does the HLP 250 produce soft pack cigarettes?
No. The HLP 250 produces hinge-lid hard box packs only. It does not handle soft cup pack production. Factories requiring soft pack production should evaluate SASIB packing machines which cover both soft pack and in the case of the SASIB 6000 also hinge-lid formats.
What maker CPM is the HLP 250 matched to?
The HLP 250 at 250 ppm is matched to cigarette makers producing up to 5,000 cpm on standard 20-cigarette packs. It pairs correctly with the Molins Mark 9 at 5,500 cpm with a buffer. Factories with makers operating above 5,000 cpm should evaluate the HLP 400 at 400 ppm or the G.D X2 at 420 ppm to avoid the packing machine becoming a production bottleneck.
Conclusion
The HLP 250 works through a well-proven 7-stage intermittent motion hinge-lid packing process — blank erection, cigarette grouping, filling, gluing, and cellophaning — delivering 250 packs per minute for factories producing 1 to 2.5 billion cigarettes per year. Its strong refurbished market, mid-range capital cost, and correct speed matching to Mark 9 class makers make it the default mid-speed hinge-lid packer for factories entering or expanding hard box production. For a complete overview of all cigarette packing machine options by format and speed tier, see our guide to Cigarette Packing Machines: Soft Pack vs Hard Box Production Lines. For tobacco machinery suppliers in USA who supply HLP 250 machines, see our dedicated suppliers page.