Mark 9 Max S integration is one of the most important operational concepts for any engineer running the MK9.5 with Max S cigarette making configuration. The Molins Mark 9 maker and the Hauni Max S filter assembler are physically integrated into a single production unit — but they operate as two mechanically independent systems that must be precisely synchronized to produce quality filter cigarettes at rated speed. Understanding how that synchronization works, what affects it, and how to troubleshoot when it fails is essential for maintaining production efficiency on the MK9 Max S platform. This guide explains the integration architecture, how speed synchronization operates, the critical transfer points between maker and tipper, and the most common Mark 9 Max S integration problems and their fixes.
What Is the Mark 9 Max S Integration?
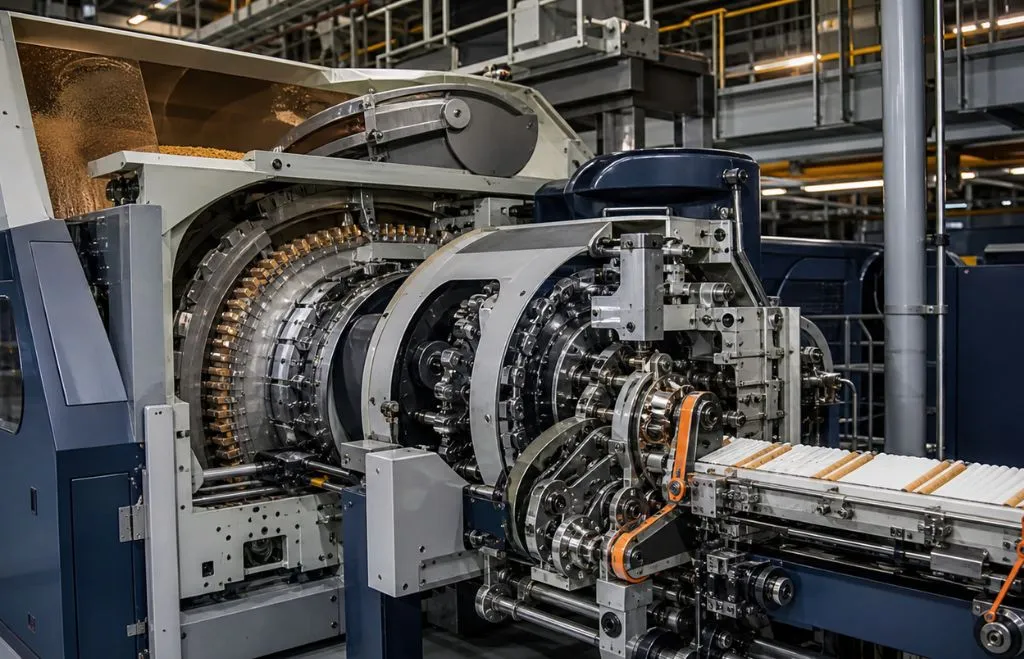
The Mark 9 Max S integration refers to the physical and electronic coupling of the Molins MK9 cigarette rod maker with the Hauni Max S filter tip assembler into a single making-tipping unit. In this configuration the two machines share a common frame and an electronic speed synchronization system — the Max S automatically adjusts its tipping speed to match whatever speed the MK9 maker is running at any given moment. This is fundamentally different from a separate-machine configuration where the maker and tipper operate independently and are connected only by a tray system. For full specifications of the Molins Mark 9 and the MK9.5 with Max S variant, see our detailed guide: Molins Mark 9 Cigarette Maker: Full Specifications, Variants & Buyer Guide.
The key operational implications of the Mark 9 Max S integration are:
- Speed changes on the MK9 maker automatically propagate to the Max S tipper — operators do not set two separate speeds
- Stoppages on the MK9 trigger an automatic stop on the Max S — and vice versa
- Filter rod consumption rate is determined by the maker speed — the Max S consumes exactly one filter rod per cigarette rod produced
- Rejection decisions made by the maker quality control system affect the tipper’s operation — defective rods detected at the maker are diverted before reaching the Max S
How Speed Synchronization Works in the Mark 9 Max S System
Speed synchronization is the electronic mechanism that keeps the MK9 maker and Max S tipper running at the same production rate at all times. Without precise synchronization the two machines produce cigarette rods and attach filters at different rates — causing rods to back up or gaps to appear at the transfer point, generating high rejection rates.
The synchronization system: The MK9 maker’s PLC system broadcasts its current operating speed as a reference signal. The Max S tipper receives this signal and adjusts its own drive speed to match — typically through a servo-controlled drive system. The synchronization runs continuously — as the maker ramps up from startup to production speed, the tipper ramps up in lockstep. As the maker slows for a format change or maintenance event, the tipper slows identically.
The Mass Flow Tray Filler: The integrated Mass Flow Tray Filler that completes the MK9.5 with Max S configuration also receives the synchronization signal — adjusting its tray filling rate to match the combined output of the maker-tipper unit. This three-way synchronization ensures that the complete output chain from rod formation through filter attachment to tray filling operates as a single coordinated system.
Synchronization tolerance: The synchronization system maintains speed matching within a tight tolerance — typically within 0.1 to 0.5 percent of the reference speed. When synchronization drift exceeds this tolerance — due to drive wear, PLC setpoint drift, or sensor calibration issues — the rejection rate at the Max S transfer point increases. A rising rejection rate with no change in cigarette rod quality or filter rod quality is often the first indicator of synchronization drift.
The Critical Transfer Points in the Mark 9 Max S Integration
Transfer Point 1 — Maker to Max S: Finished cigarette rods exit the MK9 maker’s rod forming section on the suction drum and transfer to the Max S tipper’s infeed drum. The timing of this transfer must be precisely calibrated — each cigarette rod must arrive at the tipper infeed drum at exactly the moment a filter rod is presented for attachment. Mistiming at this point causes misaligned filter attachment and high rejection rates.
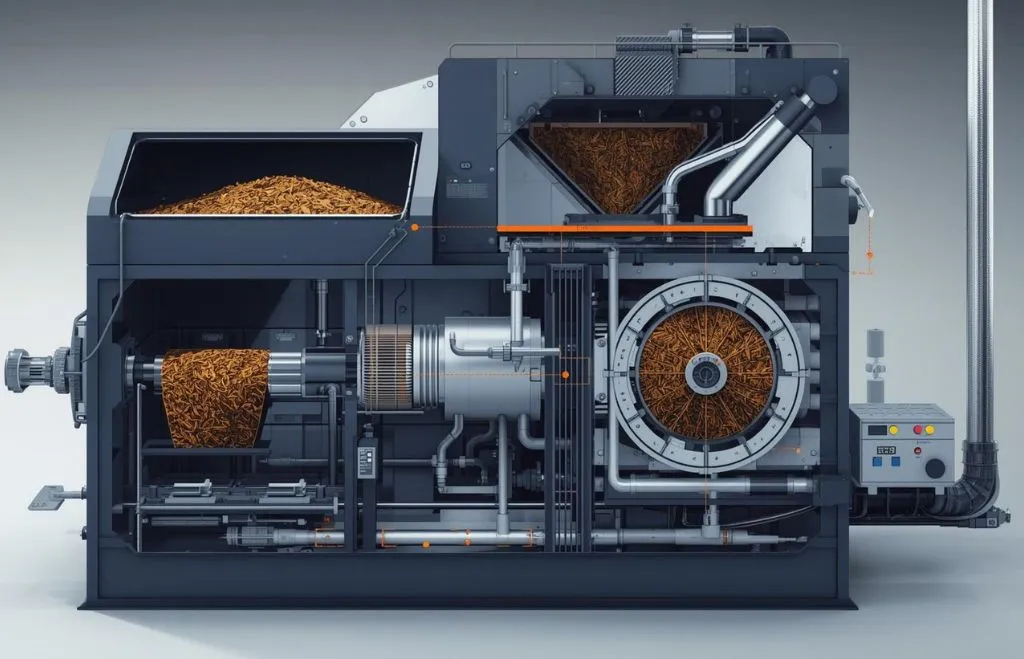
Transfer Point 2 — Filter rod to Max S: Filter rods from the upstream KDF filter making machine arrive at the Max S tipper in trays. The Max S tipper’s filter rod magazine receives these trays and feeds filter rods individually into the tipping section. The feed rate from the magazine must match the tipping rate — determined by the maker speed synchronization signal. An empty magazine or a magazine loading error causes filter-missing rejects that trace back to the tray supply rather than the synchronization system.
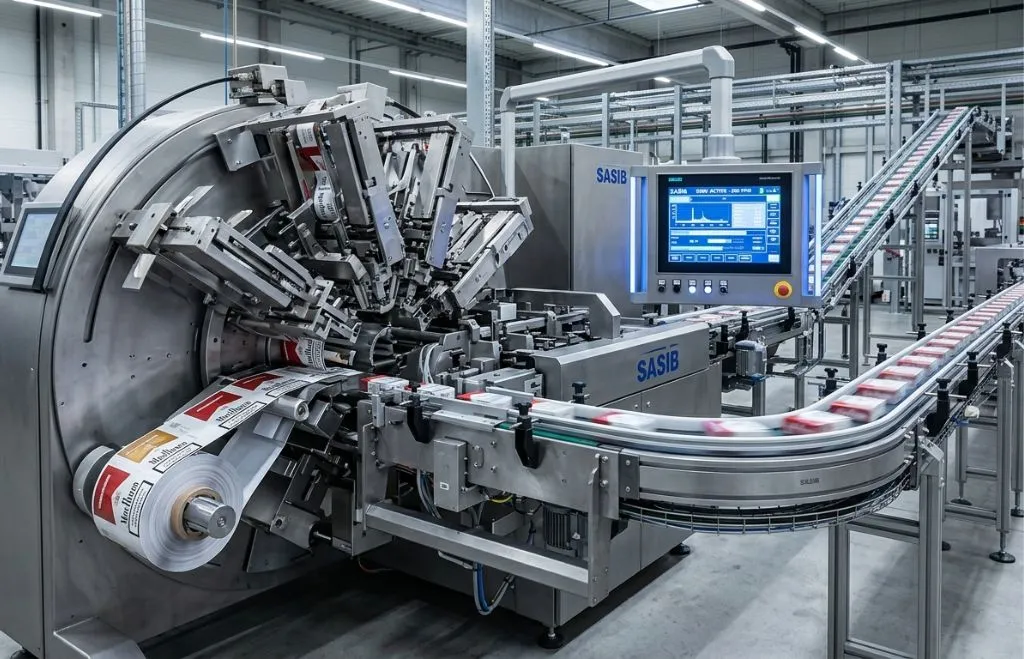
Transfer Point 3 — Tipping drum: At the tipping drum the cigarette rod and filter rod are brought together and wrapped with tipping paper. The tipping drum rotates at a speed precisely matched to the maker drum — the synchronization system governs this directly. Tipping drum surface wear, cam follower wear, or tipping paper tension problems appear as tipping quality failures at this transfer point.
Transfer Point 4 — Max S to Mass Flow Tray Filler: Finished filter cigarettes discharge from the Max S to the Mass Flow Tray Filler. This transfer must maintain continuous flow at rated speed. Tray filler timing issues or tray availability problems cause back-pressure on the Max S — triggering stoppages that propagate back through the synchronization system to stop the maker.
Common Mark 9 Max S Integration Problems and Fixes
The following table covers the most common integration problems that production engineers encounter on the MK9 Max S configuration, their root cause, and the corrective action required.
| Integration Issue | Root Cause | Fix |
| High rejection rate at Max S tipper | Speed synchronization drift — maker running faster than Max S | Recalibrate speed synchronization — verify PLC setpoints match current production speed |
| Tipping paper misalignment | Tipping drum surface wear — cam follower wear | Inspect tipping drum — replace worn surfaces and check cam follower condition |
| Filter missing rejects | Filter rod magazine empty or mis-loaded | Check filter rod supply — verify tray loading and magazine feed mechanism |
| Double filter rejects | Filter rod separation timing off | Recalibrate filter rod separation — check separator mechanism timing |
| Tipping paper wrinkle or fold | Tipping paper tension incorrect | Adjust tipping paper reel tension — check reel brake condition |
| Cigarette rod damage at transfer | Transfer timing between MK9 and Max S out | Recalibrate transfer drum timing — check transfer conveyor alignment |
| Low throughput at rated speed | Stoppages caused by synchronization errors | Full synchronization audit — run speed ramp test from 3,000 cpm to rated speed |
Speed Ramp Testing for Integration Verification
After any maintenance work that affects the synchronization system — drive replacement, PLC update, sensor calibration, or transfer drum work — a speed ramp test should be performed before returning to full production speed.
The speed ramp test procedure:
- Start the MK9 Max S system at minimum speed — typically 2,000 cpm
- Run for 5 minutes and measure rejection rate — target below 1 percent
- Increase speed in 500 cpm increments — run 5 minutes at each step
- Measure rejection rate at each step — flag any step where rejection rate exceeds 1 percent
- At rated speed — 4,500 to 5,000 cpm for MK9.5 with Max S — run for 15 minutes and verify rejection rate is stable and within specification
- If rejection rate increases at any speed step — stop the ramp and investigate the transfer point timing at that speed before proceeding
This systematic speed ramp test identifies synchronization issues at specific speed ranges that may not appear at low speed — preventing production quality failures during full-speed runs after maintenance.
Frequently Asked Questions
What is the Mark 9 Max S integration?
The Mark 9 Max S integration refers to the physical and electronic coupling of the Molins MK9 cigarette rod maker with the Hauni Max S filter tip assembler into a single making-tipping unit. The two machines share a common frame and a speed synchronization system — the Max S automatically adjusts its tipping speed to match the MK9 maker speed at all times. This integration makes the MK9.5 with Max S one of the most widely deployed cigarette making configurations in the global mid-speed segment.
How does speed synchronization work between the Mark 9 and Max S?
The MK9 maker’s PLC broadcasts its current operating speed as a reference signal. The Max S tipper receives this signal and adjusts its drive speed to match continuously. As the maker ramps up or slows down, the tipper follows automatically. The synchronization maintains speed matching within approximately 0.1 to 0.5 percent of the reference speed. When synchronization drift exceeds this tolerance the rejection rate at the Max S transfer point increases.
What causes high rejection rates at the Max S tipper on the Mark 9 system?
High rejection rates at the Max S tipper are most commonly caused by speed synchronization drift, tipping drum surface wear, tipping paper tension problems, or filter rod supply issues. If cigarette rod quality from the MK9 maker is normal but tipper rejection is high, investigate the synchronization system first. Check PLC setpoints, verify drive calibration, and run a speed ramp test to identify at which speed the rejection rate increases.
What is the Mass Flow Tray Filler in the Mark 9 Max S configuration?
The Mass Flow Tray Filler is the third component of the standard MK9.5 with Max S configuration — it receives finished filter cigarettes from the Max S tipper and deposits them into standard output trays at a rate matched to the maker-tipper system’s output speed. It is synchronized to the MK9 maker’s speed signal in the same way as the Max S tipper — the three components operate as a single synchronized production unit.
How often should the Mark 9 Max S synchronization system be calibrated?
The synchronization system should be calibrated at each scheduled maintenance interval — typically weekly or monthly depending on production volume and the maintenance schedule set for the specific configuration. A speed ramp test should be performed after any maintenance work that affects the drive system, PLC, or transfer drum mechanisms. Rising rejection rates between scheduled maintenance intervals indicate that calibration is required before the next scheduled interval.
Conclusion
Mark 9 Max S integration is the operational foundation of the MK9.5 with Max S configuration — the most widely traded mid-speed cigarette making platform in the global refurbished market. Understanding how speed synchronization works, where the critical transfer points are, and how to troubleshoot the most common integration problems is essential for production engineers maintaining this system at rated performance. For full specifications of the MK9 Classic and all Mark 9 variants including refurbished market pricing and USA availability, see our dedicated guide: Molins Mark 9 Cigarette Maker: Full Specifications, Variants & Buyer Guide. For a complete view of how the Mark 9 Max S fits within the full cigarette production line, see our Cigarette Production Line Equipment guide. For tobacco machinery suppliers in USA who service and supply Mark 9 Max S configurations, see our dedicated suppliers page.