Understanding how an automatic cigarette maker works requires looking beyond the production speed — the automation is what separates a machine running at 5,500 cpm from one that requires constant operator intervention to maintain that output. A modern automatic cigarette maker handles tobacco feeding, rod formation, quality detection and rejection, filter attachment, weight control correction, and tray filling without manual intervention at every stage. This guide explains the seven core automation systems that define what makes a cigarette maker truly automatic — and what each one contributes to production consistency.
What Makes a Cigarette Maker Automatic
The term automatic cigarette maker does not refer to a specific brand or model — it describes the level of automation integrated into the machine. A fully automatic cigarette maker runs continuously at rated speed with the operator’s role limited to monitoring, maintenance, and material replenishment — not active intervention in the production process.
This is distinct from semi-automatic configurations where operators must actively adjust feed rates, manage paper splices manually, or change tray positions by stopping the line. At production speeds of 3,000 to 12,000 cpm manual intervention in the production process is not practical — the machine produces too many cigarettes per second for any human to monitor and correct individual defects. Automation is therefore not a luxury feature on modern cigarette makers — it is a functional requirement for sustained high-speed operation. For a complete overview of how the full production line uses automation from tobacco feeding through packing, see our Cigarette Production Line Equipment guide.
The 7 Core Automation Systems on a Modern Cigarette Maker
| Automation System | What It Does | What Happens Without It |
| Tobacco feed rate control | PLC adjusts feed rate continuously to maintain target weight | Manual adjustment required — weight drift produces rejects before correction |
| Microwave weight control | Monitors every rod continuously — feeds correction signal to feeder | Periodic sampling only — many out-of-spec cigarettes produced before detected |
| Automatic quality rejection | Detects and ejects defective cigarettes without operator action | Manual inspection required — defects reach packing line |
| Automatic filter attachment | Filter rods attached and tipping paper applied without intervention | Manual handling required — impossible at high speed |
| Automatic tray filling | Finished cigarettes deposited into trays without stopping line | Manual tray handling — production stops for each tray change |
| Automatic paper splice | New cigarette paper reel spliced without stopping production | Production must stop for each paper reel change |
| PLC fault detection | Faults detected, displayed and logged automatically | Operator must identify fault manually — longer downtime |
System 1 — Automatic Tobacco Feed Rate Control
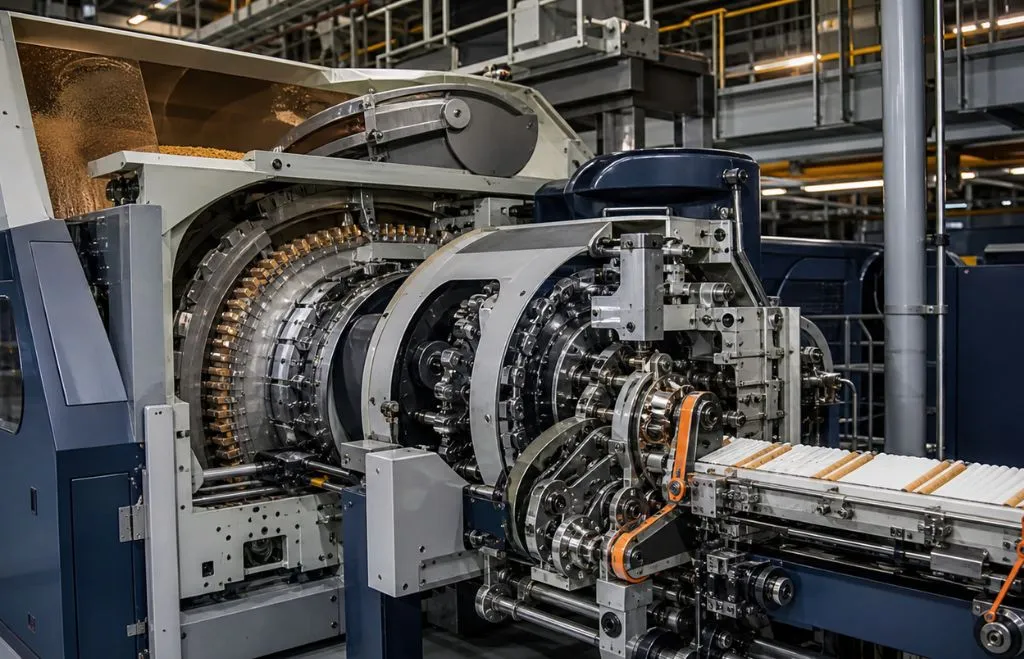
What it does: The tobacco feed rate control system maintains a continuous and consistent flow of cut tobacco filler from the hopper to the garniture section at a rate precisely matched to the machine’s production speed. The PLC monitors the feed rate continuously and adjusts the feeder belt speed in real time to maintain the target tobacco delivery rate.
Why it matters: At 5,500 cpm the garniture section processes approximately 92 cigarette rods per second. A feed rate deviation of 5 percent produces 4 to 5 out-of-specification cigarettes per second — 270 per minute — before any operator could detect and correct the problem manually. Automatic feed rate control prevents this by correcting deviations in real time.
Without it: The operator must manually adjust the feed rate based on periodic weight checks — by which time hundreds or thousands of out-of-specification cigarettes have already been produced.
System 2 — Microwave Weight Control
What it does: The microwave weight control sensor monitors the density and weight of every single cigarette rod as it passes through the sensor — not a periodic sample. When weight deviates from the setpoint the system automatically sends a correction signal to the tobacco feeder to adjust the feed rate.
Why it matters: Microwave weight control is the difference between reactive and proactive quality management. Without it, weight is only checked periodically — meaning a weight drift that begins at 10:00 may not be detected until 10:15, by which time 15 minutes of off-specification cigarettes have been produced. With microwave weight control, the drift is detected on the first deviant rod and corrected within seconds.
Platform availability: Microwave weight control is built in as standard on the Protos 80 ER. It is available as an optional upgrade on the Mark 9 and MK8D. It is not available on the original Mark 8 electromechanical configuration without significant retrofit investment.
System 3 — Automatic Quality Detection and Rejection
What it does: Integrated sensors detect defective cigarettes across multiple quality parameters — air leakage, loose end, missing filter, soft spots, hard spots, underweight, and overweight. Defective cigarettes are automatically ejected from the production stream without operator action before they reach the packing line.
Why it matters: At 7,000 cpm on the Protos 70 the machine produces approximately 117 cigarettes per second. No operator can visually inspect or manually reject individual defective cigarettes at this rate. Without automatic rejection, defects reach the packing machine — causing packing line stoppages, downstream quality failures, and potentially defective packs reaching distribution.
Number of parameters by platform: The MK8D detects basic defects — air leakage, loose end, filter missing. The Protos 70 detects seven parameters. The Protos M5 monitors approximately 370 sensor parameters continuously.
System 4 — Automatic Filter Attachment
What it does: The filter tip assembler — Hauni Max 3 on the Mark 8, Max S on the Mark 9, M8000 on the Protos platforms — automatically receives filter rods from the upstream KDF filter making machine, attaches each filter rod to a cigarette rod using tipping paper, and cuts the combined double rod into finished filter cigarettes — all synchronized with the maker’s production speed.
Why it matters: Manual filter attachment is not commercially viable at production speeds above a few hundred cigarettes per minute. Automatic filter attachment is a fundamental requirement for any industrial-scale cigarette making operation. The filter assembler operates fully synchronized with the maker — it processes exactly as many filter rods per minute as the maker produces cigarette rods.
System 5 — Automatic Tray Filling
What it does: The automatic tray filler — the Mass Flow Tray Filler on the Mark 9 and the F80 Auto Tray Filler on Protos platforms — receives finished filter cigarettes from the making line and deposits them into standard output trays automatically. When a tray is full, the system ejects it and presents a new empty tray without stopping the making machine.
Why it matters: Without automatic tray filling, the making machine must slow or stop every time a tray needs changing — potentially every 2 to 4 minutes at high production speeds. At 7,000 cpm, stopping for manual tray changes every 3 minutes reduces effective throughput significantly. Automatic tray filling eliminates this interruption entirely.
System 6 — Automatic Paper Splice
What it does: The cigarette paper reel on a high-speed making machine runs out regularly — at 7,000 cpm the paper consumption is approximately 490 meters per minute. An automatic splicer detects when the active reel is nearly exhausted, automatically joins the new reel to the running paper web, and continues production without stopping the machine.
Why it matters: Without automatic paper splicing, the machine must stop completely for each paper reel change — typically every 20 to 40 minutes at high production speeds. This represents a significant production loss on a high-speed line. Automatic splicing eliminates these stops entirely — maintaining continuous production through paper reel changes.
System 7 — PLC Fault Detection and Logging
What it does: The PLC control system monitors machine status continuously — detecting faults, displaying fault codes on the operator interface, automatically stopping the machine when required, and logging all fault events with timestamps for production analysis.
Why it matters: Without automatic fault detection, operators must identify mechanical problems manually — typically only when output quality degrades visibly or the machine stops unexpectedly. Automatic fault detection identifies problems as they develop — before they cause significant quality failures or machine damage. The fault log provides production managers with data to identify recurring problems and their root causes.
IPC platforms go further: On the Protos 80 ER with Siemens or Beckhoff IPC, fault data is logged with sufficient detail to support remote diagnostics — allowing Körber service engineers to diagnose problems from off-site before dispatching a technician.
Automation Levels Across Cigarette Making Platforms
Not all automatic cigarette makers have the same automation level. The table below shows how automation capability scales across the main platforms.
| Automation System | What It Does | What Happens Without It | ||
| Platform | Max Speed | Key Automation Features | ||
| Mark 8 Multi Roll | 2,000 cpm | Electromechanical controls — limited automation | ||
| Molins MK8D + Max 3 | 3,000 cpm | Digital PLC, automatic rejection, optional microwave weight control | ||
| Molins Mark 9 + Max S | 5,500 cpm | Digital PLC, automatic rejection, optional microwave weight control, Mass Flow tray filler | ||
| Körber Protos 70 | 7,000 cpm | Digital controls, 7-parameter quality control, F80 auto tray filler | ||
| Körber Protos 80 ER | 8,000 cpm | Siemens/Beckhoff IPC, built-in microwave weight control, rod density CV below 4% | ||
| Körber Protos M5 | 12,000 cpm | ~370 sensors, AI-assisted quality control, full Industry 4.0 integration | ||
For a complete comparison of cigarette making machine platforms by speed tier, automation level and capital cost, see our Cigarette Making Machines: Types, Speed Tiers and How to Choose guide.
Frequently Asked Questions
How does an automatic cigarette maker work?
A modern automatic cigarette maker works through seven integrated automation systems: automatic tobacco feed rate control, microwave weight control, automatic quality detection and rejection, automatic filter attachment, automatic tray filling, automatic paper splicing, and PLC fault detection and logging. Together these systems allow the machine to run continuously at 2,000 to 12,000 cpm without operator intervention in the production process — with the operator’s role limited to monitoring, maintenance and material replenishment.
What is the difference between automatic and semi-automatic cigarette makers?
A fully automatic cigarette maker handles feed rate control, quality rejection, filter attachment, tray filling, and paper splicing without operator intervention. A semi-automatic machine requires operators to actively adjust feed rates, manage paper splices manually, or stop production for tray changes. At commercial production speeds above 2,000 cpm semi-automatic operation is not practically viable — the machine produces too many cigarettes per second for manual monitoring and correction.
What does PLC control do on a cigarette making machine?
The PLC control system on a cigarette maker monitors machine status continuously, controls all automated functions including feed rate adjustment and quality rejection, detects and displays fault codes automatically, logs all fault events with timestamps, and manages format change recipes. On advanced platforms like the Protos 80 ER with Siemens or Beckhoff IPC the PLC also supports remote diagnostics — allowing service engineers to diagnose problems from off-site.
What is microwave weight control on a cigarette maker?
Microwave weight control is a sensor system that monitors the density and weight of every single cigarette rod as it passes through the sensor — not a periodic sample. When weight deviates from the setpoint the system automatically adjusts the tobacco feed rate to correct the deviation. It is built in as standard on the Protos 80 ER and available as an optional upgrade on the Mark 9 and MK8D platforms.
How many quality parameters does an automatic cigarette maker detect?
Quality detection capability varies by platform. The MK8D detects basic defects — air leakage, loose end, filter missing. The Protos 70 detects seven parameters including soft spots, hard spots, underweight and overweight. The Protos 80 ER with microwave weight control adds continuous weight monitoring. The Protos M5 monitors approximately 370 sensor parameters continuously — the highest detection capability of any commercial cigarette making platform.
Conclusion
What makes an automatic cigarette maker genuinely automatic is not the production speed — it is the seven integrated automation systems that allow that speed to be maintained without continuous operator intervention. Feed rate control, microwave weight monitoring, automatic quality rejection, filter attachment, tray filling, paper splicing, and PLC fault detection together define the automation level that determines how consistently a machine produces at its rated speed across a full production shift. For a complete guide to how these automation systems compare across specific platforms, see our High Speed vs Mid Speed Cigarette Machine guide. For tobacco machinery suppliers in USA who supply automatic cigarette making machines, see our dedicated suppliers page.