A cigarette production line equipment system is not a single machine, it is a coordinated set of specialised machines, each stage precisely matched to the next. Understanding the complete cigarette production line equipment requirements is essential for any manufacturer planning a new facility, upgrading capacity, or troubleshooting a performance problem.
This guide provides a stage-by-stage breakdown of every equipment category in a complete cigarette production line, from the moment raw tobacco arrives at the factory door to the moment a finished, wrapped, and coded pack leaves for distribution. For each stage you will find the machine types involved, integration requirements, automation levels, and the key industrial suppliers. For the individual machine types and speed tiers explained, see our guide to cigarette making machine types, speeds, and capacity.
1. The Line as a System: How All Stages Connect
Before examining each stage individually, it is important to understand the production line as a single integrated system. This framing prevents the most common and costly mistake in factory planning: specifying individual machines without verifying that they form a matched, balanced line. The tobacco production process that unfolds across these eight stages is continuous, tobacco never stops moving, and the output rate of every machine must be calibrated to the input capacity of the next.
| System Principle | What It Means in Practice | Common Mistake |
| Speed matching | Every machine in the line must be rated at or above the CPM of the cigarette maker | Buying a high-speed maker but pairing it with a mid-speed packer — creating an instant bottleneck |
| Buffer management | Buffer trays and reservoir systems between stages absorb minor speed fluctuations | Removing buffer systems to save cost, causing cascading stoppages when any machine has a brief fault |
| Format consistency | Every machine downstream of the maker must be configured for the same cigarette diameter and length | Changing cigarette formats on the maker without updating downstream equipment settings |
| Waste recovery integration | Tobacco waste from making and packing should feed back into the primary processing stage | Treating waste as a cost rather than a recoverable raw material — especially costly at high speeds |
| Control system integration | PLC systems across the line should communicate to allow centralised monitoring | Buying machines from incompatible control platforms, making line-wide data monitoring impossible |
| Preventive maintenance synchronisation | All machines should have aligned maintenance schedules to minimise total line downtime | Maintaining machines independently, resulting in rolling stoppages throughout the day |
The top trends in cigarette machinery technology for 2026 reflect a strong industry shift toward fully integrated digital production lines where PLC control systems and industrial IPC platforms, including Siemens IPC and Beckhoff IPC, provide real-time data across the entire production line, enabling centralized fault monitoring, predictive maintenance, and production reporting from a single interface.
2. Cigarette Production Line Equipment: Stage-by-Stage Guide
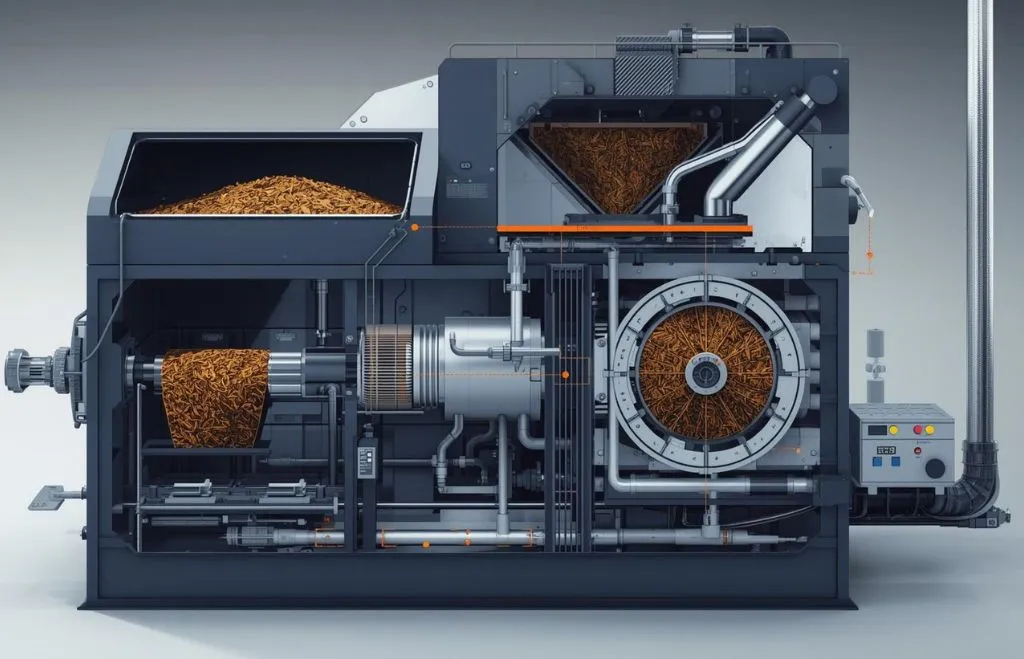
Stage 1: Primary Tobacco Processing Equipment
Input: Raw tobacco leaf or blend received from warehouse
Machines: Tobacco leaf shredder / Tobacco chopping machine, conditioning cylinders, blending equipment, casing & flavouring kitchens
Suppliers: Comas (Coesia), Körber Technologies, Akyurek Tobacco Processing
Connects to: Output feeds directly into tobacco feeder and maker hopper at Stage 2
Primary tobacco processing equipment transforms raw leaf tobacco into the precisely cut, conditioned blend ready for the cigarette maker. This is the most upstream stage in the factory, and its output quality, particularly cut width, moisture content, and blend consistency, directly determines the performance of the cigarette maker downstream. Tobacco curing and tobacco drying happen upstream of the factory itself; inside the factory, primary processing covers cutting, conditioning, and blending.
The tobacco leaf shredder produces the initial reduction in leaf size, while the tobacco chopping machine refines the cut to the required width, typically 0.8–1.2mm for standard cigarette production. Conditioning cylinders restore the correct moisture level (9–14% moisture is typical) after the drying that occurs during cutting. Casing kitchens apply flavors and casings to the blend before it is stored in conditioning silos ready for the production line.
The tobacco filler blend composition, the ratio of different tobacco leaf types and the tobacco wrapping paper specification, determines the cigarette’s flavor profile, burn rate, and nicotine delivery. These specifications drive the machine settings at every downstream stage.
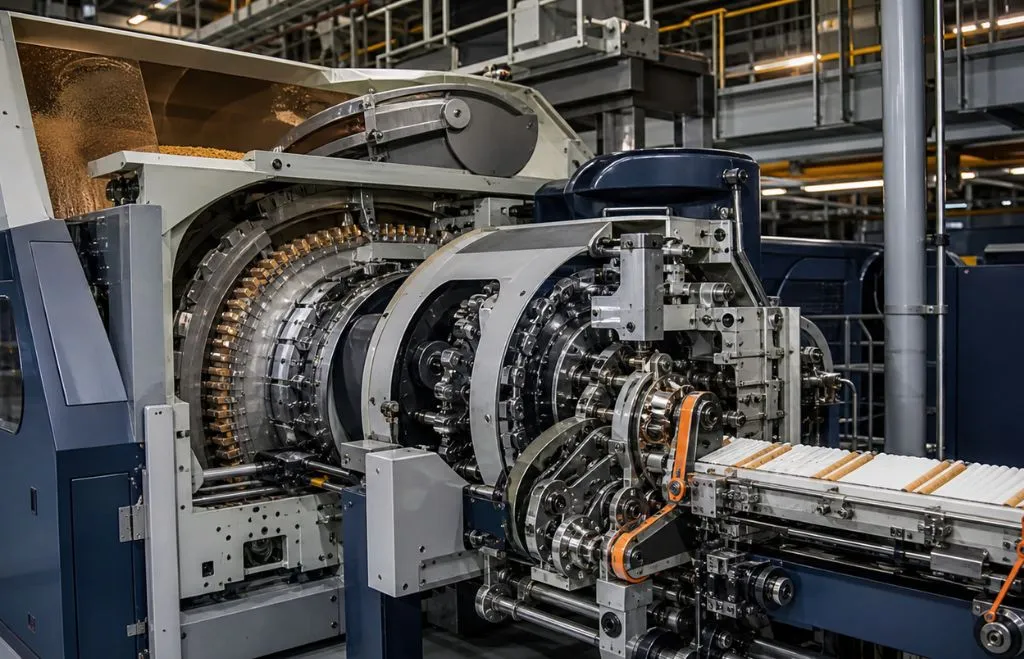
Stage 2: Cigarette Rod Making
Input: Conditioned cut tobacco blend from primary processing
Machines: Automatic cigarette maker — Protos 70, Protos 80 ER, Mark 8, Mark 8 with Multi Roll, Mark 9 with Max S, SASIB 3000
Suppliers: Körber Technologies (Hauni), Molins, G.D (Coesia), SASIB (Coesia)
Connects to: Output cigarette rods feed directly into filter attachment machine (Stage 4). Filter assembler (Stage 3) runs in parallel.
The cigarette making equipment at this stage is the heart of the production line. It receives prepared tobacco from the primary processing stage via the tobacco feeder and produces a continuous stream of cut cigarette rods. The cigarette maker’s rated CPM sets the pace for the entire downstream line, every machine from this point forward must be specified to handle at least the maker’s realistic operating CPM.
For a detailed breakdown of maker types, speed tiers, single vs double rod architecture, and which machines suit which factory scale, see our article on cigarette making machine types and speeds. For the high-speed vs mid-speed decision specifically, see high-speed vs mid-speed cigarette manufacturing machines.
Stage 3: Filter Rod Production
Input: Cellulose acetate tow (or alternative filter material)
Machines: Hauni KDF filter making machine (KDF-1, KDF 6MF LEAD), G.D filter makers
Suppliers: Körber Technologies (Hauni KDF series), G.D (Coesia), SASIB
Connects to: Filter rods feed directly into the filter attachment machine (Stage 4). KDF output rate must match maker CPM.
Filter rod production runs in parallel with cigarette rod making, supplying a continuous stream of filter rods to the tipping stage. The Hauni KDF series, including the KDF-1 and the high-speed KDF 6MF LEAD running at up to 600 m/min, are the most widely deployed filter making machines in the global tobacco industry. They process cellulose acetate tow into uniform filter rods at speeds matched to the cigarette maker output.
The cigarette filter assembler machine (also called the filter tipper) is the connection point between Stage 3 and Stage 4. It receives filter rods from the KDF and cigarette rods from the maker and joins them using tipping paper. The tipper must be rated to handle the same CPM as the maker it is paired with.
In 2026, biodegradable filter materials are an emerging area driven by sustainability regulations. Some manufacturers are beginning to evaluate alternative filter materials, including Lyocell-based filters, which require adapted filter making machinery compared to standard acetate tow systems.
Stage 4: Filter Attachment (Tipping)
Input: Cigarette rods from Stage 2 + filter rods from Stage 3
Machines: Cigarette filter assembler, Hauni MAX S, Hauni MAX 5, MAX Multiroll — integrated with maker output
Suppliers: Körber Technologies (Hauni MAX series), G.D (Coesia), Molins
Connects to: Output (filtered cigarettes) feeds to quality inspection (Stage 5) then packing (Stage 6).
The filter attachment stage, also called tipping, joins a filter rod to one end of each cigarette rod using tipping paper, then cuts and transfers the double-length filter cigarette into individual cigarettes. In most modern production lines, the tipper is physically integrated with the cigarette maker as a single combined unit (e.g. the Molins Mark 9 with Max S combines the MK-9 maker with the Hauni Max S tipper). This integration reduces footprint, eliminates the inter-machine transfer step, and synchronizes speed control between the two functions.
The tipping paper used in this stage is the narrow strip of paper that wraps the joint between the tobacco rod and the filter. Its specification, width, porosity, and printing, must match both the cigarette diameter and any brand-specific ventilation requirements. Thin cigarette paper and tipping paper specifications are closely related, both affect the cigarette’s draw resistance and smoke delivery.
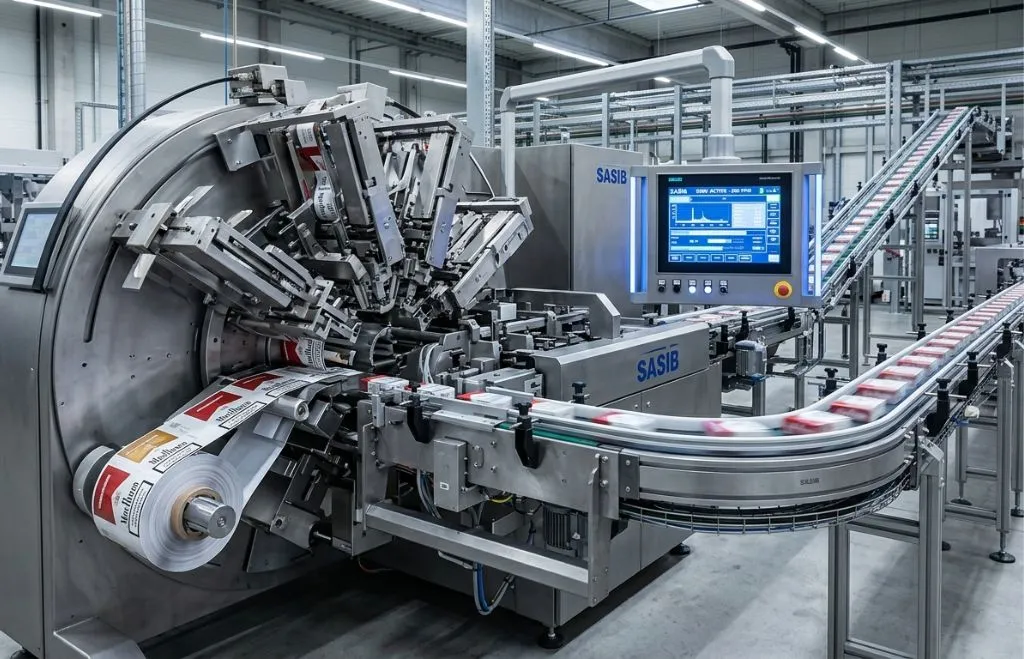
Stage 5: Quality Inspection and Rejection
Input: Filtered cigarettes from Stage 4
Machines: SASIB 3000 quality control system, integrated rod inspection sensors, vision systems, weight checkers
Suppliers: SASIB (Coesia), Körber Technologies (integrated in Protos), G.D, Cerulean
Connects to: Accepted cigarettes pass to packing (Stage 6). Rejected cigarettes routed to cigarette reclaimer.
Quality inspection in a modern cigarette production line is not a separate manual checking step; it is a continuous automated process running at full production speed. Every cigarette is measured and tested as it passes through inspection sensors, and any cigarette falling outside specification is automatically rejected before it reaches the packing machine. The SASIB 3000 system provides real-time quality monitoring, defect tracking, and regulatory compliance reporting, a key requirement for manufacturers subject to FDA oversight in the USA.
Parameters inspected at this stage typically include: rod diameter, cigarette length, weight (tobacco fill), filter placement accuracy, end pinch quality, and tipping paper alignment. Defects identified at this stage, including broken filters, uneven tobacco filling, and paper seam failures, are logged and reported to enable rapid root-cause analysis at the upstream machine.
Rejected cigarettes are not simply discarded. The cigarette reclaimer system recovers tobacco from rejected cigarettes and routes it back into the primary processing stream, an important efficiency measure, particularly at high volumes where even a 1% rejection rate represents significant raw material cost. This is also directly relevant to tobacco waste reduction targets that many manufacturers now set as part of their sustainability programmes.
Stage 6: Cigarette Packing
Input: Inspected and accepted cigarettes from Stage 5
Machines: HLP 250 and similar high-speed packers — soft pack or hard box format
Suppliers: Focke & Co. (HLP series), G.D (Coesia), SASIB, Körber Technologies
Connects to: Packed cigarettes feed to overwrapping (Stage 7). Empty pack materials (blanks, foil) fed from material storage.
The cigarette packing equipment at Stage 6 takes individual cigarettes from the inspection stage and assembles them into retail packs. The two primary pack formats are soft pack (a foil-lined paper sleeve folded around the cigarettes) and hard box (a rigid hinged-lid carton). These formats require fundamentally different packing machines and cannot be interchanged without a full machine change or dedicated format changeover parts.
The HLP 250 is one of the most widely deployed high-speed packing machines globally, capable of producing 250 packs per minute. For factories producing soft pack cigarettes, the packing machine applies the inner foil layer, assembles the cigarettes into the pack count configuration (typically 20 cigarettes per pack), and forms and seals the outer paper sleeve. Pack count formats, including 250-cigarette packing options, affect how the packing machine is configured.
The cigarette packet design, including the pack artwork, health warning placement, and any tactile or functional features, is applied at this stage through pre-printed blanks fed from a material storage and feeding system. Pack design changes require new blank tooling and often involve brief line stoppages for material changeover.
Stage 7: Overwrapping and Secondary Packaging
Input: Packed cigarettes from Stage 6
Machines: Cigarette overwrapping machine, naked over-wrapper, cellophane film wrapper, tax stamp applicator
Suppliers: Focke & Co., Marden Edwards, G.D (Coesia), SASIB
Connects to: Overwrapped packs feed to cartoning (Stage 8). Tax stamps applied at this stage in markets where required.
Overwrapping applies a protective outer film layer, typically OPP (oriented polypropylene) or cellophane, to each individual cigarette pack. This layer provides moisture protection, tamper evidence, and a premium tactile finish. Cigarette overwrapping machines run in line with the packer, processing each pack as it exits the packing stage.
The naked over-wrapper adds an additional outer wrap to groups of packs before they are placed into cartons, providing protection during transit while maintaining the individual pack presentation for the consumer. In the USA market, tax stamp application at this stage is a regulatory requirement: each pack must carry a state-specific tax stamp, which is applied either by a dedicated stamp applicator integrated with the over wrapper or as a separate inline station.
The way tobacco packing choices interact with overwrapping requirements is important: different pack formats require different overwrapping machine configurations, and a factory planning to produce multiple pack formats will need either multiple overwrapping machines or a highly flexible single machine with multi-format capability.
Stage 8: Cartoning, Case Packing, Coding and Logistics
Input: Overwrapped packs from Stage 7
Machines: SASIB Boxer (box packing), cartoning machine, case packer, inkjet coder, laser coder, track-and-trace system
Suppliers: SASIB, Focke & Co., Videojet, Markem-Imaje (coding), various track-and-trace specialists
Connects to: Output: master cases to warehouse / dispatch. Coding data feeds compliance reporting systems.
The final production line stage consolidates individual packs into the shipping units, cartons containing 10 or 20 packs, and then into master cases of multiple cartons. The SASIB Boxer handles the carton (box) packing stage, organizing packs into the correct carton configuration at speeds matched to the upstream packer and overwrapper.
Coding and track-and-trace at this stage is a regulatory requirement for USA manufacturers. Every carton and master case must carry a unique identifier, typically applied by inkjet or laser coder, that enables the product to be traced back to its production batch, shift, and line. The FDA’s traceability requirements for tobacco products make this not an optional enhancement but a baseline compliance requirement.
The innovations driving the most significant change at this stage in 2026 are in track-and-trace system integration, specifically the ability to connect production-level coding data directly to enterprise resource planning (ERP) systems and regulatory reporting platforms, creating an unbroken data chain from raw material receipt to finished product dispatch.
3. Line Integration and Automation Levels
Understanding the stages individually is necessary but not sufficient. A production line is only as strong as its weakest integration point. The three most critical integration requirements are speed matching, buffer management, and control system communication.
Speed Matching
Every machine downstream of the cigarette maker must operate at a capacity equal to or greater than the maker’s realistic operating CPM. The table below shows typical speed requirements for a production line built around a mid-speed Mark 9 with Max S at 4,500 cpm vs a high-speed Protos 80 ER at 8,000 cpm. For more on choosing between these tiers, see high-speed vs mid-speed cigarette machines.
| Stage | Mid-Speed Line (4,500 cpm maker) | High-Speed Line (8,000 cpm maker) |
| Cigarette maker | 4,500 cpm (Mark 9 with Max S) | 8,000 cpm (Protos 80 ER) |
| Filter tipping | 4,500 cpm integrated tipper | 8,000 cpm high-speed tipper |
| Quality inspection | Continuous at 4,500 cpm | Continuous at 8,000 cpm |
| Packing machine | ~225 packs/min (HLP 225 range) | ~400+ packs/min (higher-spec packer) |
| Overwrapper | 225 packs/min | 400+ packs/min |
| Cartoning / case packing | ~18–22 cartons/min | ~35–40+ cartons/min |
| Coding / track-and-trace | Matched to packing line speed | Matched to packing line speed |
Buffer Management
Buffer tray systems and reservoir equipment sit between the main production stages to absorb minor speed fluctuations without stopping the line. At high-speed production, the Körber HAUNI Ventis reservoir system is a widely used solution that stores cigarettes and filters between the maker and packer, allowing brief maintenance interventions on one machine without forcing a complete line stoppage.
Removing buffer systems to reduce cost is one of the most reliable ways to increase total downtime across a production line. The relationship between the cigarette maker and the packer is the highest-priority buffer point, a 30-second stoppage on a packer running at 400 packs/min without a buffer upstream will force the maker to stop, costing far more in lost output than the buffer system ever cost to install.
Control System Integration
A modern production line should have a unified control architecture that allows production data from every machine to be viewed and managed centrally. The PLC control systems used across the line, running on platforms from Siemens IPC, Beckhoff IPC, and others — should be networked to a factory-level supervisory system (SCADA or MES). This integration enables real-time OEE (Overall Equipment Effectiveness) tracking, shift production reporting, quality data trending, and predictive maintenance alerts across the full line. The Lenze servo drives used in many cigarette making and packing machines provide precision motion control data that feeds into this monitoring architecture.
4. Complete Production Line Equipment Checklist
Use this checklist when planning, specifying, or auditing a complete cigarette production line. Every item marked as Core is required for a functional production line. Items marked Optional become increasingly important as production volume and automation level increase.
| Equipment Item | Stage | Core / Optional | Key Specification to Confirm |
| Tobacco leaf shredder / chopping machine | Stage 1 | Core | Output cut width: 0.8–1.2mm; moisture output spec |
| Tobacco conditioning cylinder | Stage 1 | Core | Moisture level output: 9–14%; capacity matched to maker consumption |
| Casing / flavouring kitchen | Stage 1 | Optional | Required if producing flavoured cigarettes |
| Tobacco blending / bulking system | Stage 1 | Optional | Required for multi-blend production |
| Tobacco feeder | Stage 2 | Core | Feed rate matched to maker’s tobacco consumption at rated CPM |
| Cigarette maker (Protos 70, Protos 80 ER, Mark 8, Mark 9 with Max S) | Stage 2 | Core | Rated CPM; rod diameter; cigarette length |
| Filter making machine (Hauni KDF) | Stage 3 | Core | Output rate matched to maker CPM; filter diameter matched to rod diameter |
| Filter assembler / tipper | Stage 4 | Core | CPM rating matched to maker; tipping paper specification |
| Quality inspection system (SASIB 3000) | Stage 5 | Core | Parameters: diameter, length, weight, filter placement, end quality |
| Cigarette reclaimer | Stage 5 | Optional (recommended) | Tobacco recovery rate; capacity matched to rejection rate |
| Packing machine (HLP 250) | Stage 6 | Core | Packs/min matched to maker CPM; pack format (soft pack / hard box) |
| SASIB Boxer | Stage 6 | Core | Box packing speed; carton format configuration |
| Cigarette overwrapping machine | Stage 7 | Core | Speed matched to packer; film type and width |
| Naked over-wrapper | Stage 7 | Optional | Required for outer wrap formats |
| Tax stamp applicator | Stage 7 | Core (USA) | Stamp format per state; speed matched to overwrapper |
| Cartoning machine | Stage 8 | Core | Carton format; speed matched to packing line |
| Case packer | Stage 8 | Core | Master case configuration; throughput speed |
| Inkjet / laser coder | Stage 8 | Core | Regulatory compliance: batch, date, line traceability codes |
| PLC control systems / SCADA integration | All stages | Optional (strongly recommended) | Unified control platform; OEE reporting; predictive maintenance |
| Buffer tray system / reservoir | Between Stages 2–6 | Optional (strongly recommended) | Capacity sized for 3–5 minutes of production at rated CPM |
5. Sourcing a Complete Line: Single Supplier vs Best-of-Breed
When planning a new production line, one of the most important procurement decisions is whether to source the entire line from a single integrated supplier or to select the best machine for each stage independently.
Single Integrated Supplier
Sourcing a complete line from within the Coesia Group, combining G.D makers, SASIB packers, Molins handling equipment, and Comas filter systems, provides guaranteed speed matching, compatible control systems, and single-point accountability for line performance. Tobacco machinery suppliers in the USA who represent Coesia Group equipment can offer this turnkey approach. The primary advantage is simplified integration and a single service contract. The trade-off is reduced flexibility, you are locked into one supplier ecosystem and cannot always select the best machine at each individual stage.
Best-of-Breed Selection
Many large tobacco manufacturers mix machines from different suppliers, for example, a Körber Protos maker with a Focke packer and SASIB downstream equipment. This approach allows each stage to be optimised independently, but creates integration complexity. Control system compatibility must be verified in advance, and the manufacturer bears responsibility for managing the interface between machines from different suppliers. For factories with experienced engineering teams, this approach often delivers the best overall line performance.
For First-Time Manufacturers
New factory operators in the USA are strongly advised to use a single turnkey supplier or a specialist integrator for their first production line. The 5 features to look for in a tobacco processing machine, including integration compatibility, control system documentation, and after-sales support, become especially important when you are commissioning a complete line for the first time without an experienced internal engineering team.
6. Frequently Asked Questions
How many machines are in a complete cigarette production line?
A minimum viable production line requires approximately 8–12 separate machine units: a primary processing system, a tobacco feeder, a cigarette maker, a filter making machine, a filter tipper, a quality inspection system, a packing machine, an overwrapping machine, a cartoning machine, a case packer, and a coding system. More advanced lines include additional buffer systems, blending equipment, casing kitchens, and waste recovery systems. A fully automated high-speed line including all ancillary equipment may encompass 20+ individual machine units or integrated systems.
What is the most common production line bottleneck?
The most common bottleneck is a speed mismatch between the cigarette maker and the packing machine. Factory buyers frequently select a maker based on its CPM rating without verifying that the packer they have chosen can handle the same throughput. The second most common bottleneck is at the overwrapping stage, where machines are often under-specified relative to the packer speed. The HLP 250 and equivalent packers should always be paired with an overwrapper rated to at least the same packs-per-minute output.
What is the typical timeline to commission a complete new production line?
From equipment delivery to full production output, a complete new production line typically requires 3–6 months. This includes mechanical installation (4–8 weeks), electrical and control system integration (2–4 weeks), factory acceptance testing of individual machines (2–4 weeks), full line integration testing (2–4 weeks), and operator training (2–4 weeks running in parallel with installation). Factories with strong existing infrastructure and experienced teams can compress this timeline; first-time installations typically take longer.
Can I add machines to an existing line to increase capacity?
Capacity expansion on an existing line is possible but requires careful analysis of the current bottleneck. If the cigarette maker is the constraint, replacing it with a higher-speed model typically requires upgrading the packer, overwrapper, and downstream equipment to match. If the packer is the bottleneck, adding a parallel packing line may be possible without changing the maker. Any capacity expansion should start with a full line balance analysis to identify the actual constraint before any capital is committed.
Which stage generates the most tobacco waste?
The cigarette making stage (Stage 2) and the packing stage (Stage 6) generate the most tobacco waste. At the maker, tobacco dust and trim from rod formation is the primary waste stream. At the packer, damaged or mis-formed packs release individual cigarettes. The cigarette reclaimer system recovers tobacco from rejected cigarettes and packing waste for return to the primary processing stream, directly reducing tobacco waste costs. At high-speed production volumes, a 1% waste recovery improvement can represent millions of cigarettes’ worth of tobacco annually.
What automation level should a new USA manufacturer target?
New manufacturers in the USA should target at minimum a semi-automated line with integrated quality inspection (Stage 5) and basic PLC control systems across the making and packing stages. Full automation, including automated tobacco feeding, buffer systems, and centralized SCADA monitoring, becomes necessary above approximately 3 billion cigarettes per year, where the labour cost savings justify the additional investment. The FDA’s proposed TPMP rule for tobacco manufacturers also strengthens the case for automated data logging and process monitoring across the full line, regardless of production volume.
Building a Production Line That Works as a System
A cigarette production line is only as effective as its least well-integrated stage. The factories that consistently achieve the highest OEE scores and the lowest cost-per-cigarette are not necessarily those with the most expensive machines, they are those where every stage has been specified to match every other, buffers are correctly sized, control systems communicate across the full line, and maintenance is planned to minimize total downtime rather than just individual machine downtime.
Use the equipment checklist in Section 4 as your starting point for any new line specification or existing line audit. Engage a tobacco machinery supplier in the USA who can provide a full line balance analysis, not just individual machine quotes, and always verify speed matching across every stage before any purchase order is signed.